「dummy13をX1-Carbonで造形する時の設定を教えて」
はい。
私は下記の設定できれいに造形できました。
| 設定項目 | 設定内容 | ||
|---|---|---|---|
| プレート | Smooth PEI Plate | ||
| フィラメント | PLA | ||
| フィラメントメーカー | ELEGOO | ||
| ノズル | 0.6 | ||
| 押出径 | 0.18 | ||
| フィラメント設定 | 推奨ノズル温度 | 最小 | 190 |
| 最大 | 240 | ||
| 造形温度 | ノズル | 1層目 | 215 |
| 他の層 | 215 | ||
| Smooth PEI Plate | 1層目 | 55 | |
| 他の層 | 55 | ||
| リトラクション | 長さ | 3 | |
| 速度 | 40 | ||
| 備考 | フィラメントをGeneric PLAにしてからノズルの造形温度とリトラクションの長さと速度を変更しました。 | ||
| 設定項目 | 設定内容 | ||
|---|---|---|---|
| プレート | Smooth PEI Plate | ||
| フィラメント | PETG | ||
| フィラメントメーカー | OVERTURE | ||
| ノズル | 0.6 | ||
| 押出径 | 0.18 | ||
| フィラメント設定 | 推奨ノズル温度 | 最小 | 220 |
| 最大 | 270 | ||
| 造形温度 | ノズル | 1層目 | 260 |
| 他の層 | 260 | ||
| Smooth PEI Plate | 1層目 | 80 | |
| 他の層 | 80 | ||
| リトラクション | 長さ | 3 | |
| 速度 | 40 | ||
| 備考 | フィラメントをGeneric PETGにしてからノズルの造形温度とプレート温度、リトラクションの長さと速度を変更しました。 | ||

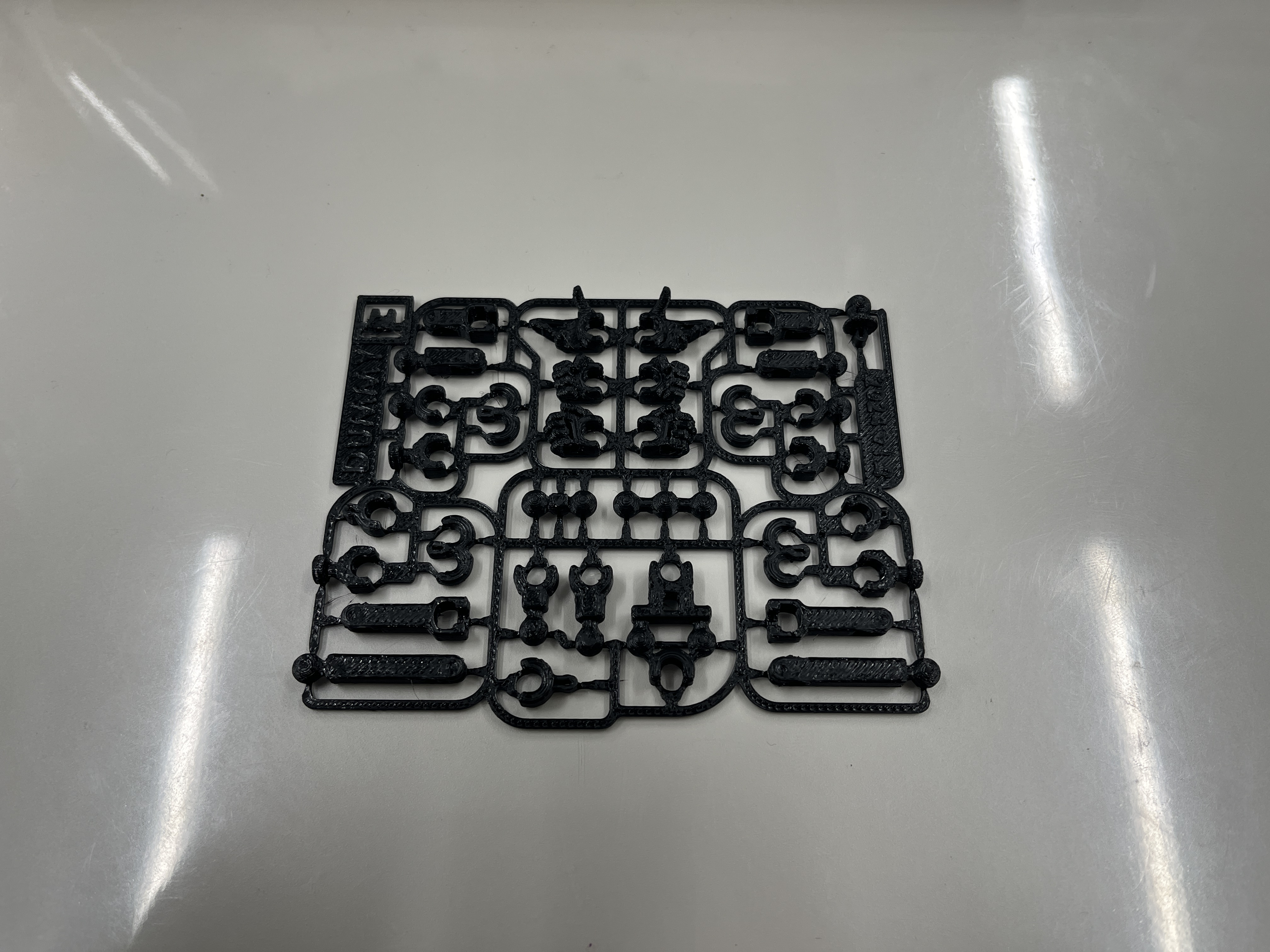
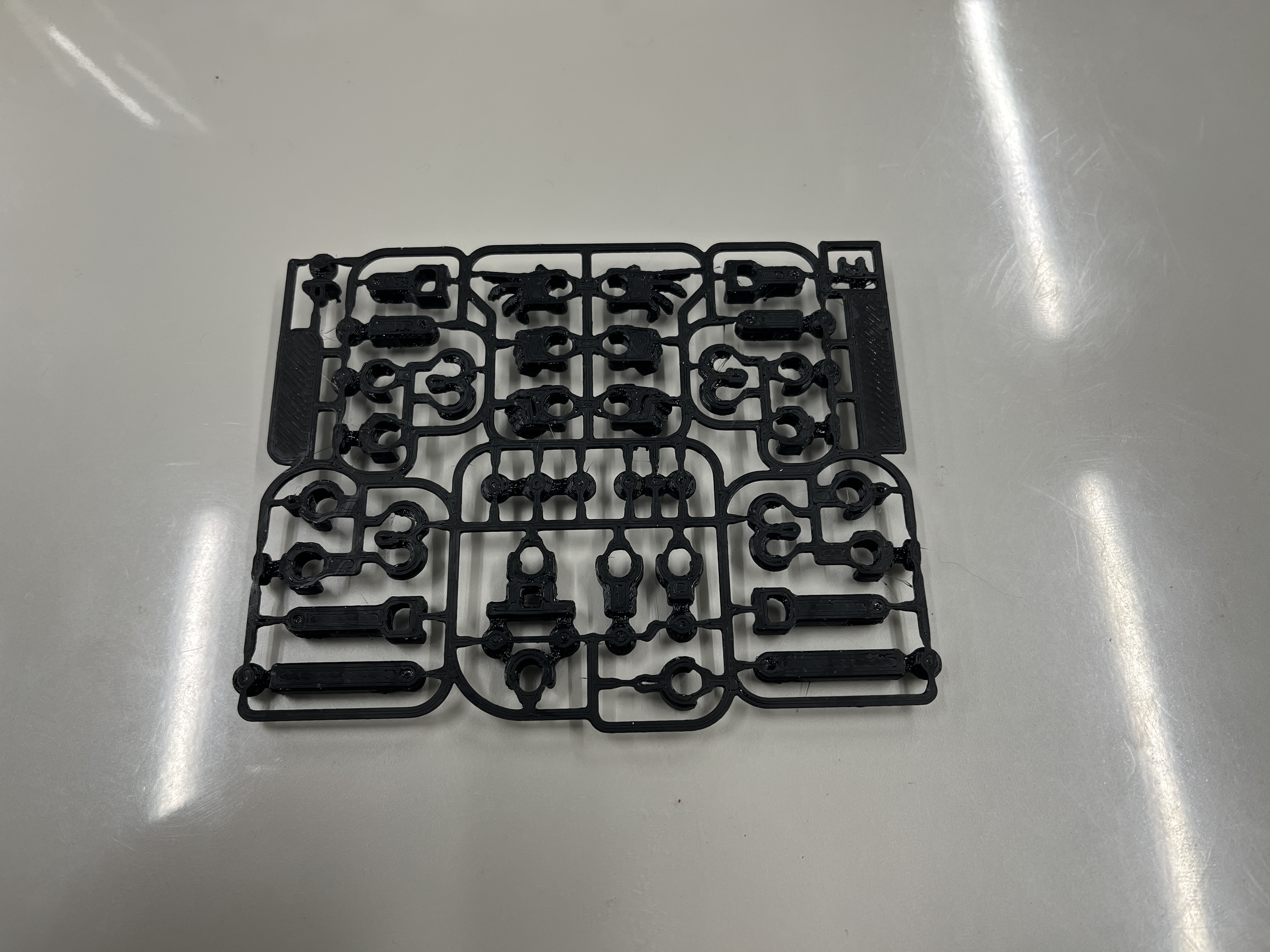
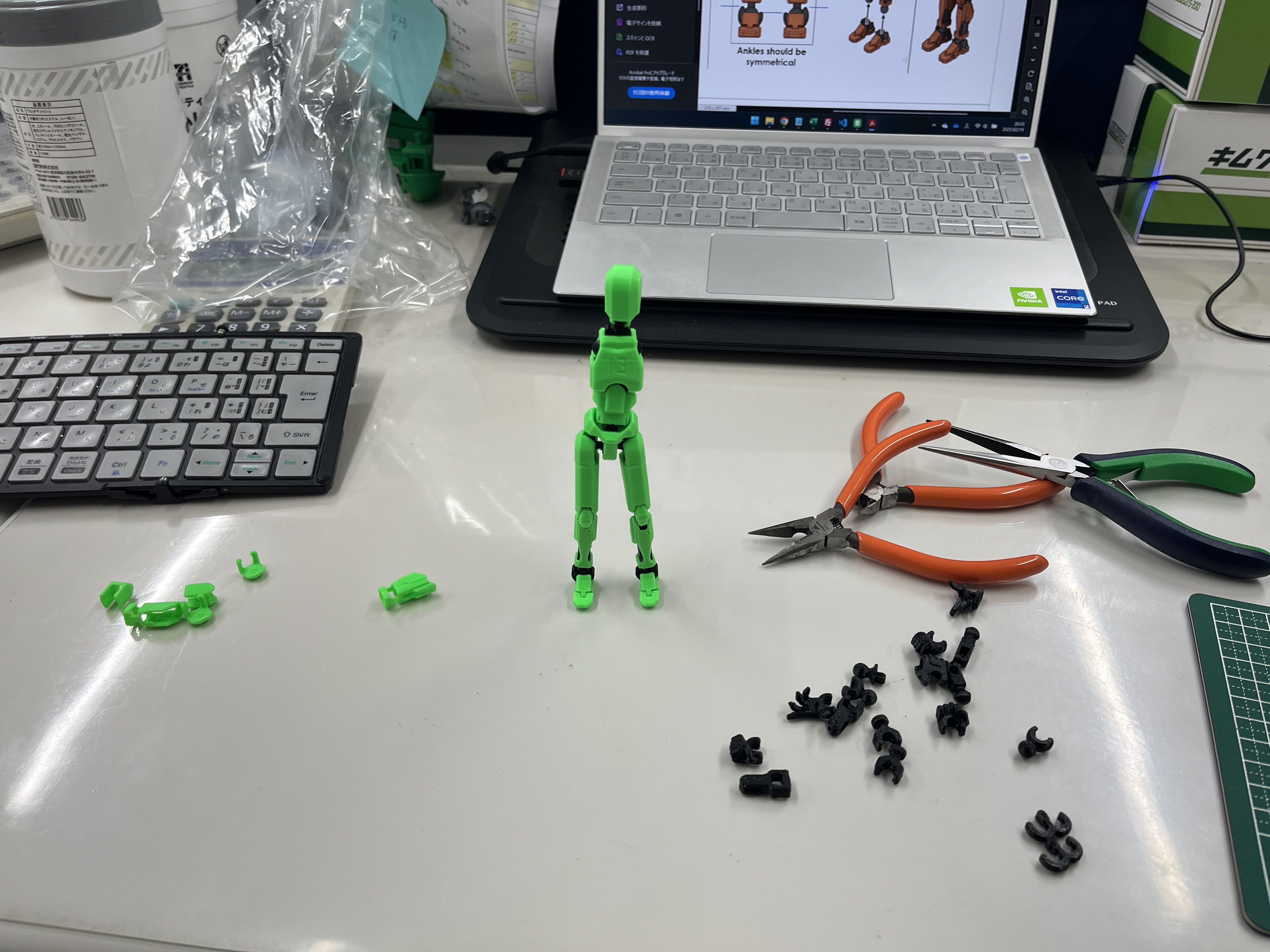
armor部品は上記画像の緑色の部分で、frame部品は黒色の部分です。
armor部品についてはランナーなしで造形しました。
armor部品の造形中、1層目の一部に浮きが発生して1つの部品だけ造形しなおしましたが、他のほとんどのパーツはきれいに仕上がりました。
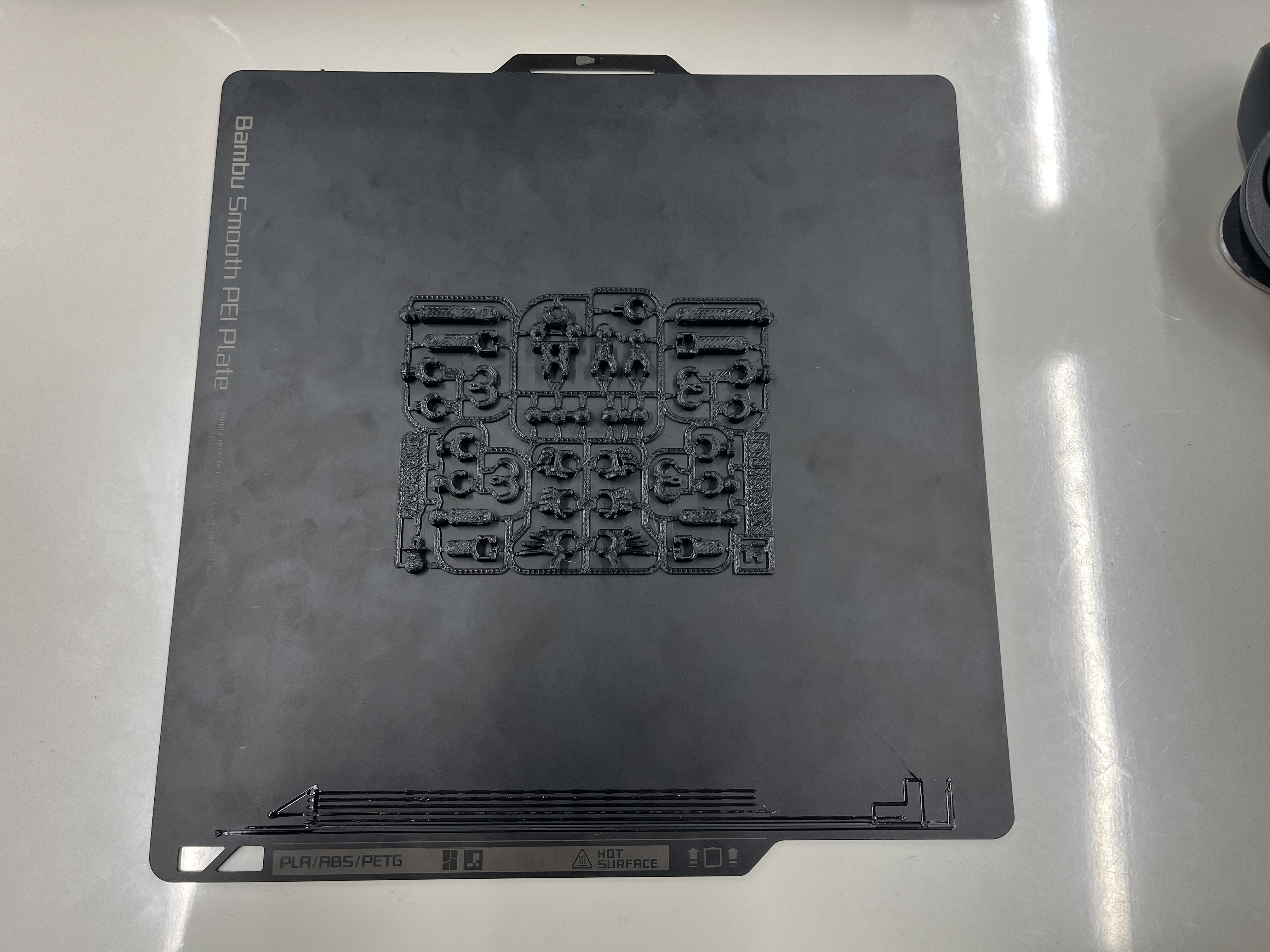
frame部品もランナーなしで造形を試みましたが、プレートへの接地面が少ないパーツはプレートから剥がれてしまうのでうまくいきませんでした。
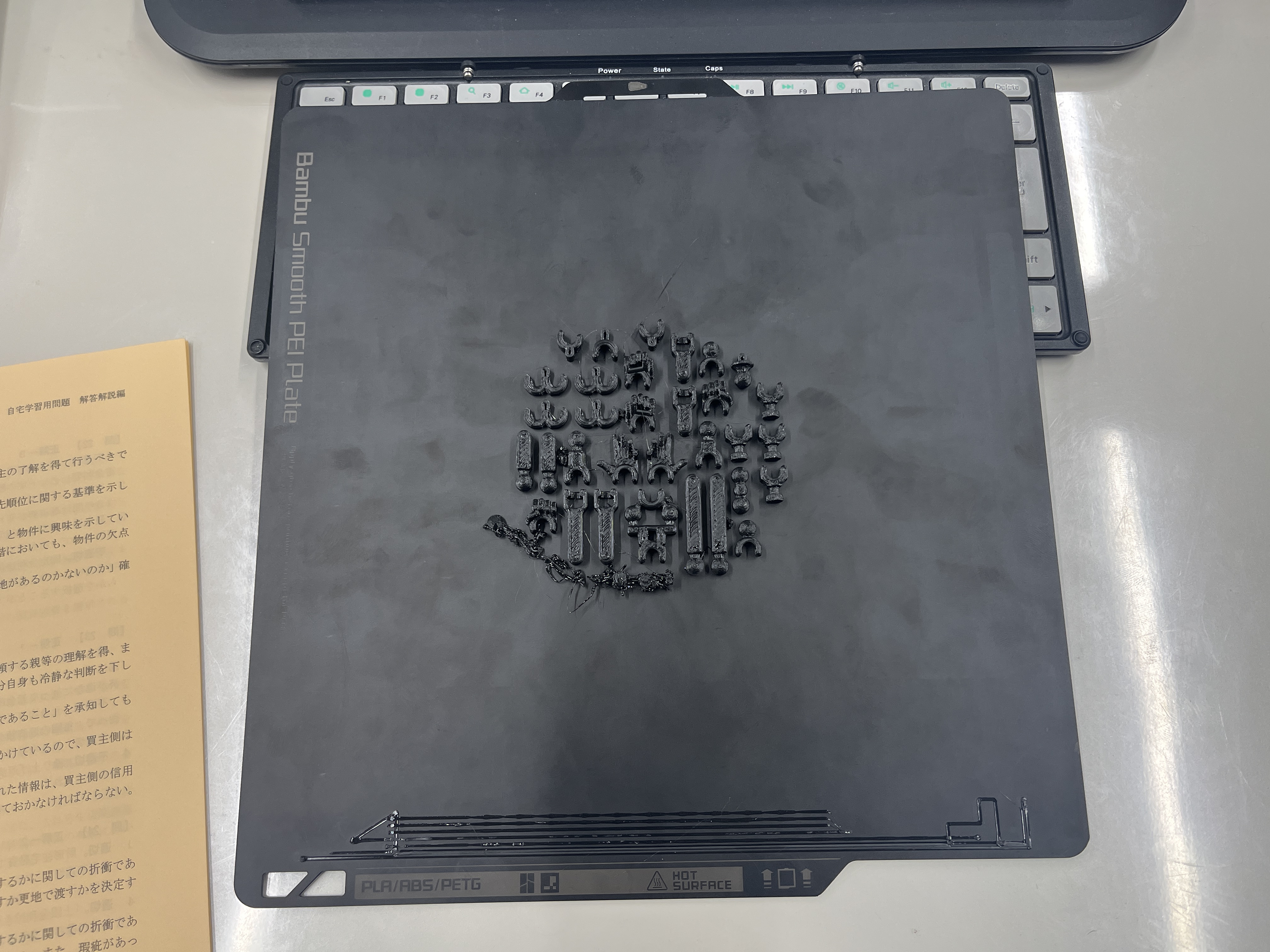

そこでランナーありでframe部品を造形したところ、鉄アレイのような形状の部品の丸いところが少し潰れて完全な球体では無くなっているものの、まあまあ綺麗に印刷することができました。
frame部品をランナーから切り離す
frame部品をランナーから切り離すためにニッパーを使用しました。
バリが出るかと思いましたが、ゲートがとても細かったのでバリは出ず、何の問題もありませんでした。
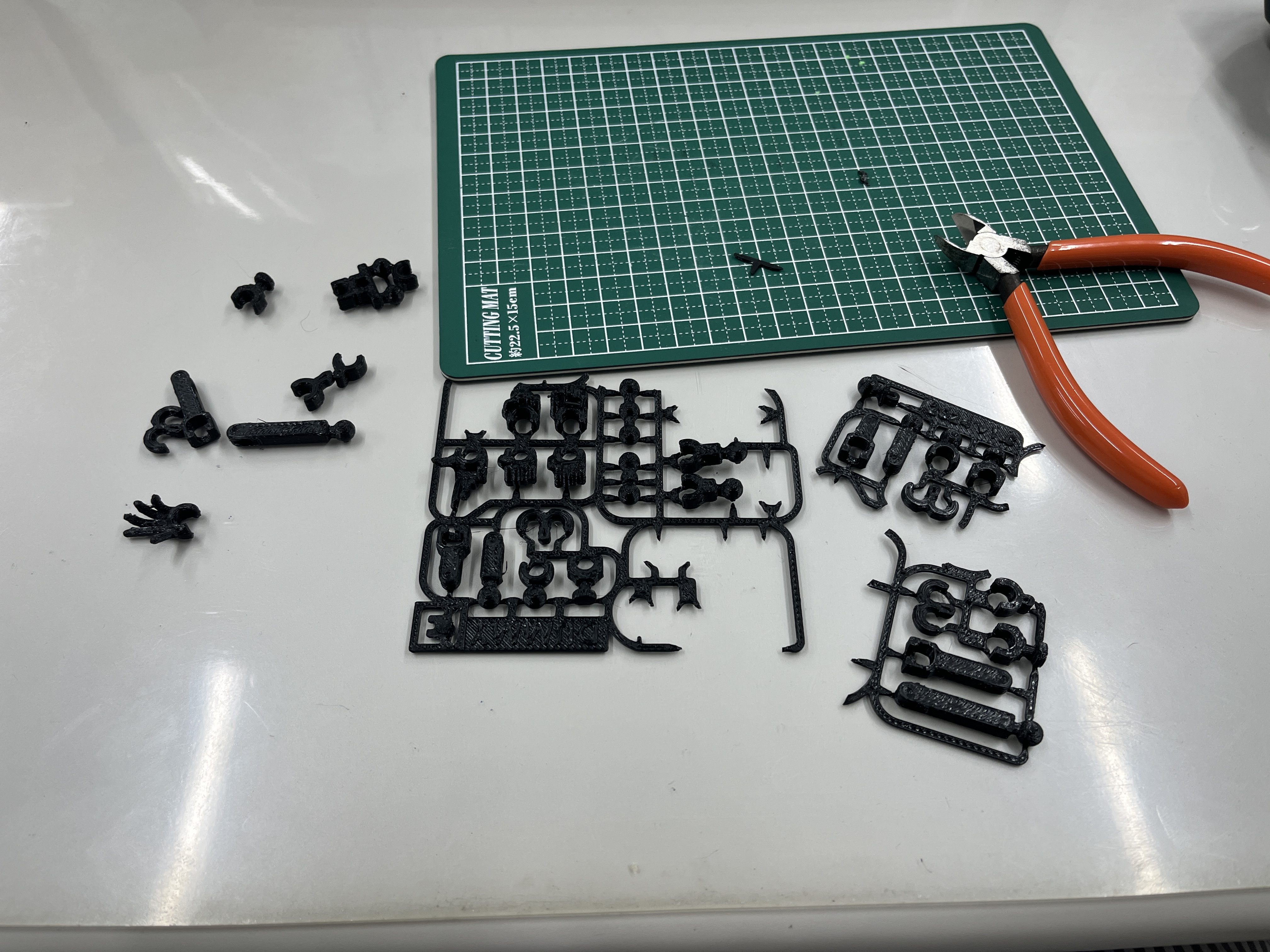

鉄アレイの様な部品はさすがに少し潰れています。
ランナーなしで造形した鉄アレイの様な部品と比べてみましたが、どっちも同じような出来栄えでした。

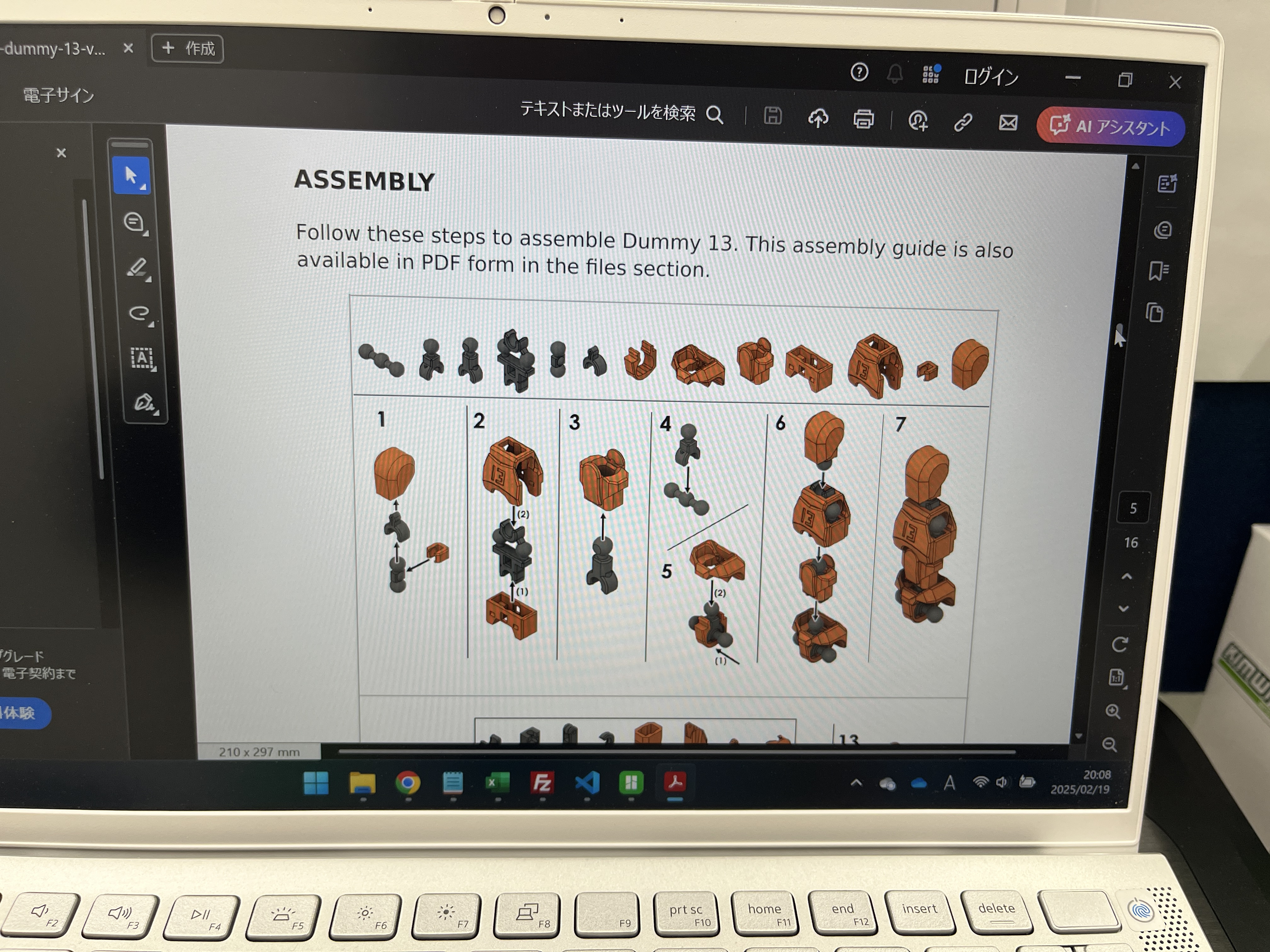
dummy13の組み立て
dummy13の3Dモデリングデータをダウンロードしたときに一緒に入っていたpdfファイルに組み立ての解説書があったので、それを参考に組み立てました。
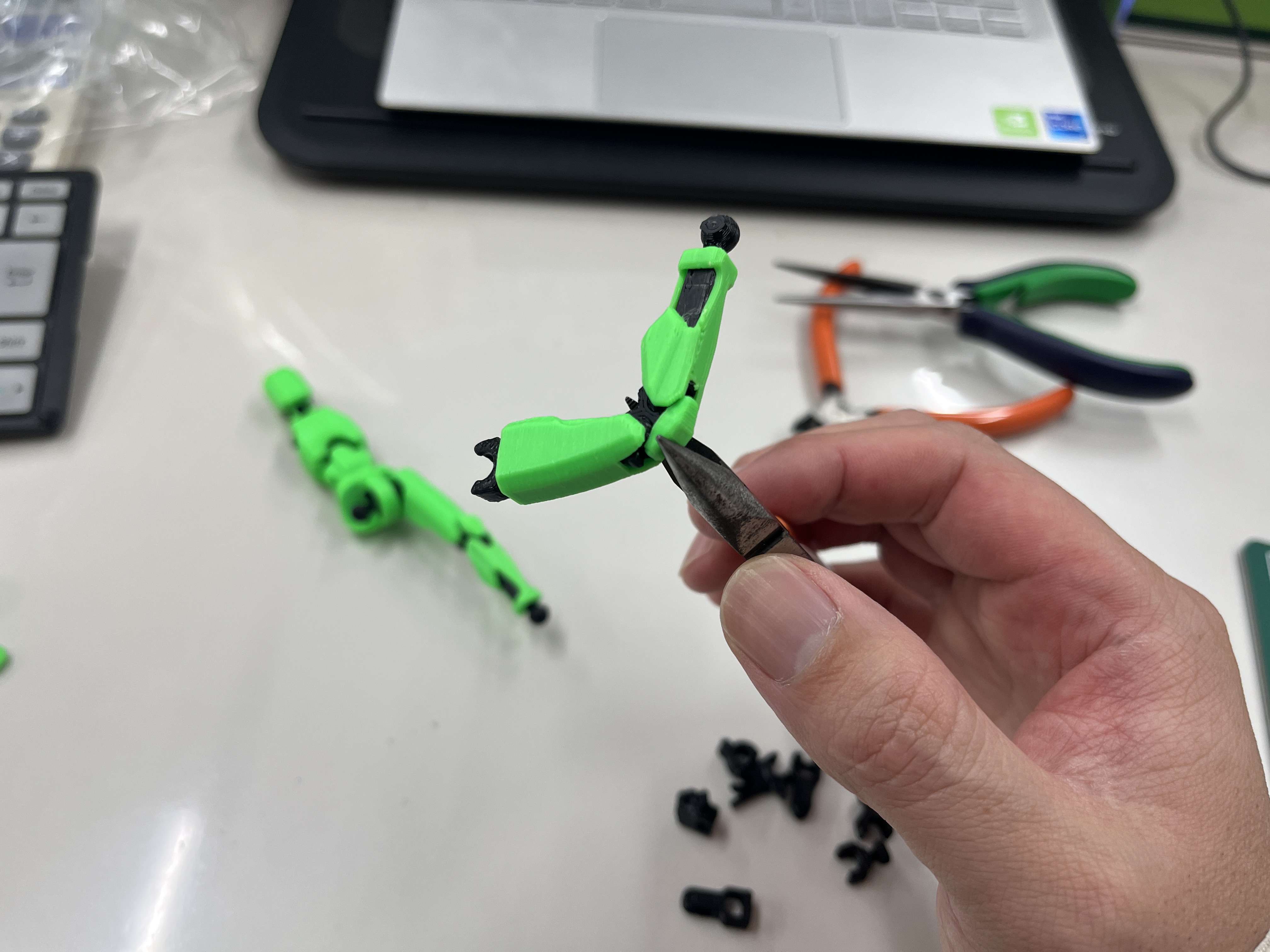
はじめは指の力だけでパーツをはめていましたが、そのうちにケガをしそうな予感がしたので途中からペンチを使いました。
膝のarmor部品はペンチがなければはめ込めないほど硬かったです。


完成しました。
組み立てにかかった時間は20くらいでしょうか。
ひとまずTT兄弟のポージングにしてみました。

続いてキムワイプの箱の上で考える人。

そしてレシーブをする人です。

frame部品に使うフィラメントはPETGじゃないとダメなの?
絶対にダメという訳ではないと思いますが、カッチカチの素材だと関節部品がはまらないでしょうし、柔らかい部品だと摩擦力が大きくてポージングの時に関節が動かしにくくてイライラしそうです。
解説書にはarmor部品にはPLAかPETGかASA、frame部品にはABSかASA、PETGでも良い、という風に書かれています。
価格的にはPETG≒ABS<ASAで、PETGとABSが2000円/kgぐらい、ASAが4000円/kgぐらいです。
armor部品に利用可能なPLAは2000円/kgぐらいです。
はい、という事でdummy13をX1-Carbonで造形する時の設定は冒頭の表の通りです。
armor部品に使用したPLAは標準よりも少し温度を下げて、frame部品に使用したPETGは標準よりも少し温度を高くしたことできれいに仕上がりました。
以上「X1-Carbonでdummy13を作った時の設定と部品の造形感」でした。