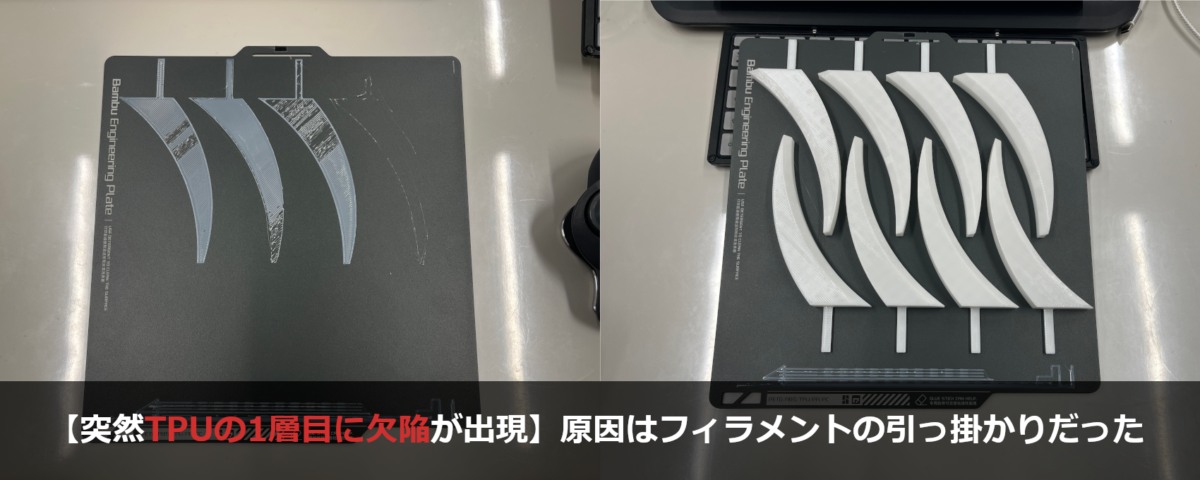
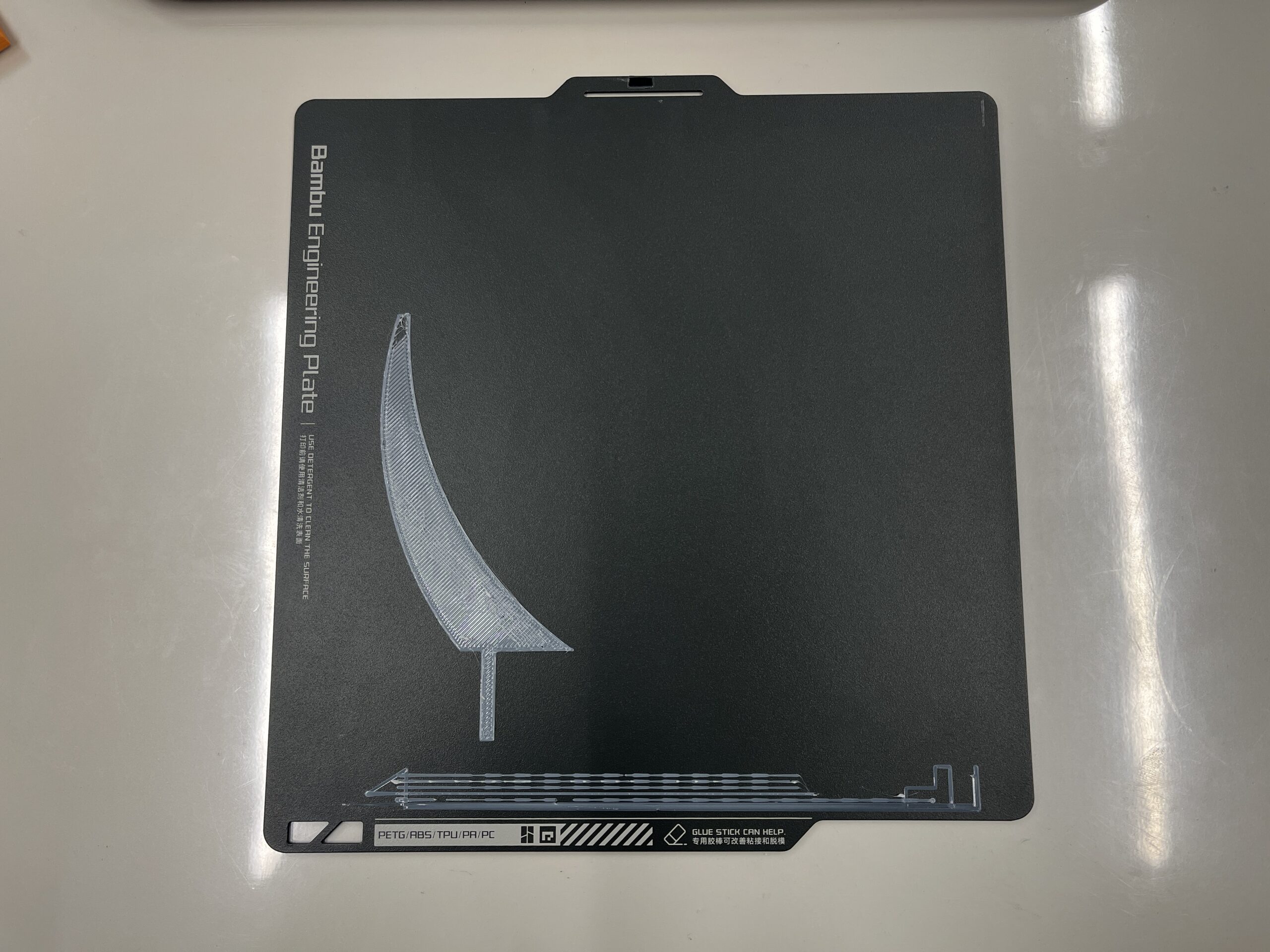
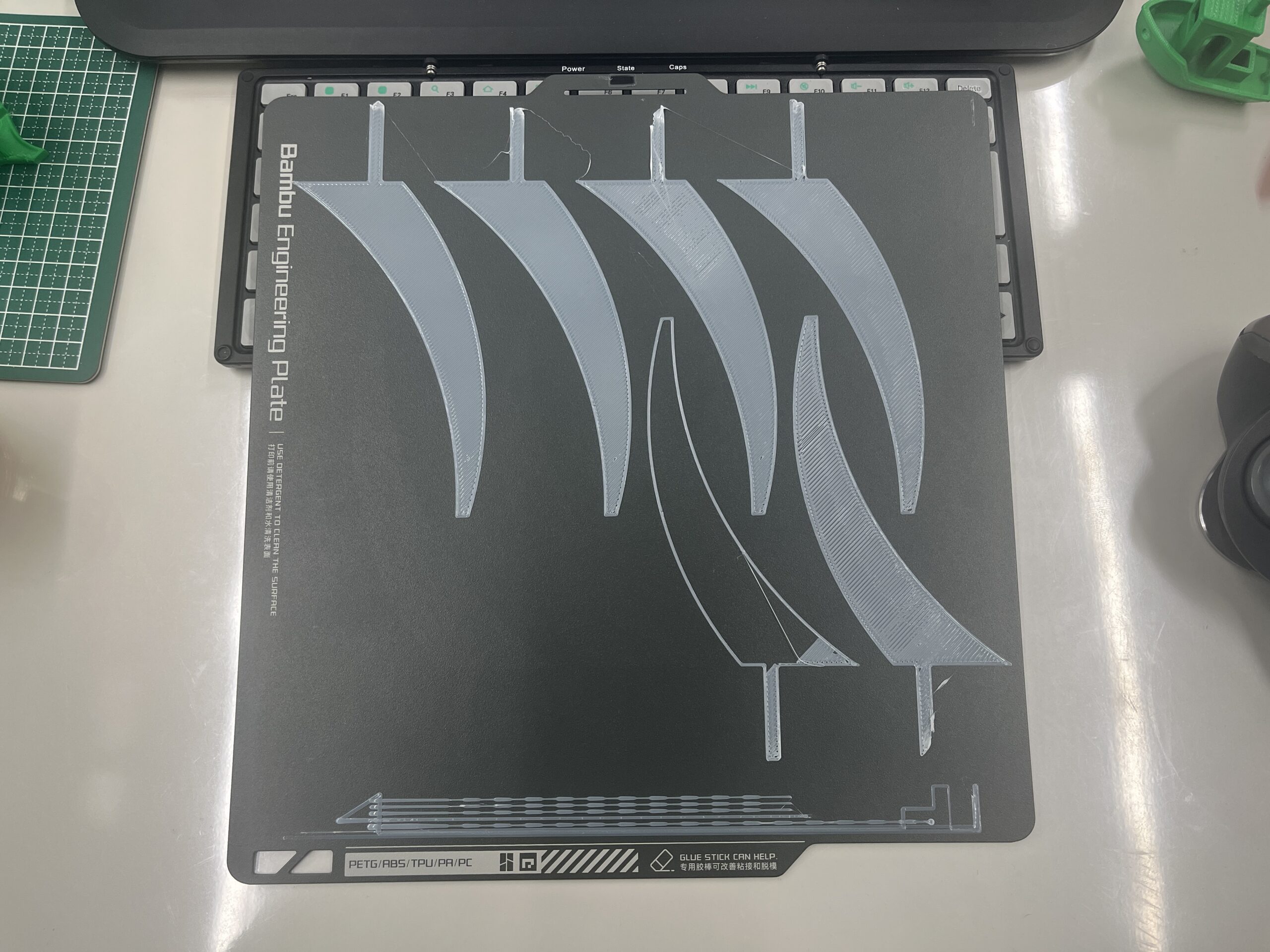
「突然TPUの1層目に欠陥が現れたけど何が原因なの?」
私の場合はフィラメント乾燥機に入れていたTPUが部品に干渉して引っ掛かっていたのが原因でした。
この原因がわかるまでに2週間かかりました。

フィラメントの引っ掛かりに気付けたのはたまたまでした。
3Dプリンターの設定を色々と検証する中でTPUフィラメントがエクストルーダーから抜けなくなったので、フィラメント乾燥機を開けてTPUを引っ張ろうとしたところ、何か引っかかりを感じたのでスプールをフィラメント乾燥機から出してみたらTPUフィラメントが部品に引っかかっていた事がわかりました。
一番初めにもっと考えて行動すればもっと早く問題解決になっていたであろうトラブルでした。
何でもそうかもしれませんが、今後は下記のような考え方をしようと思っています。
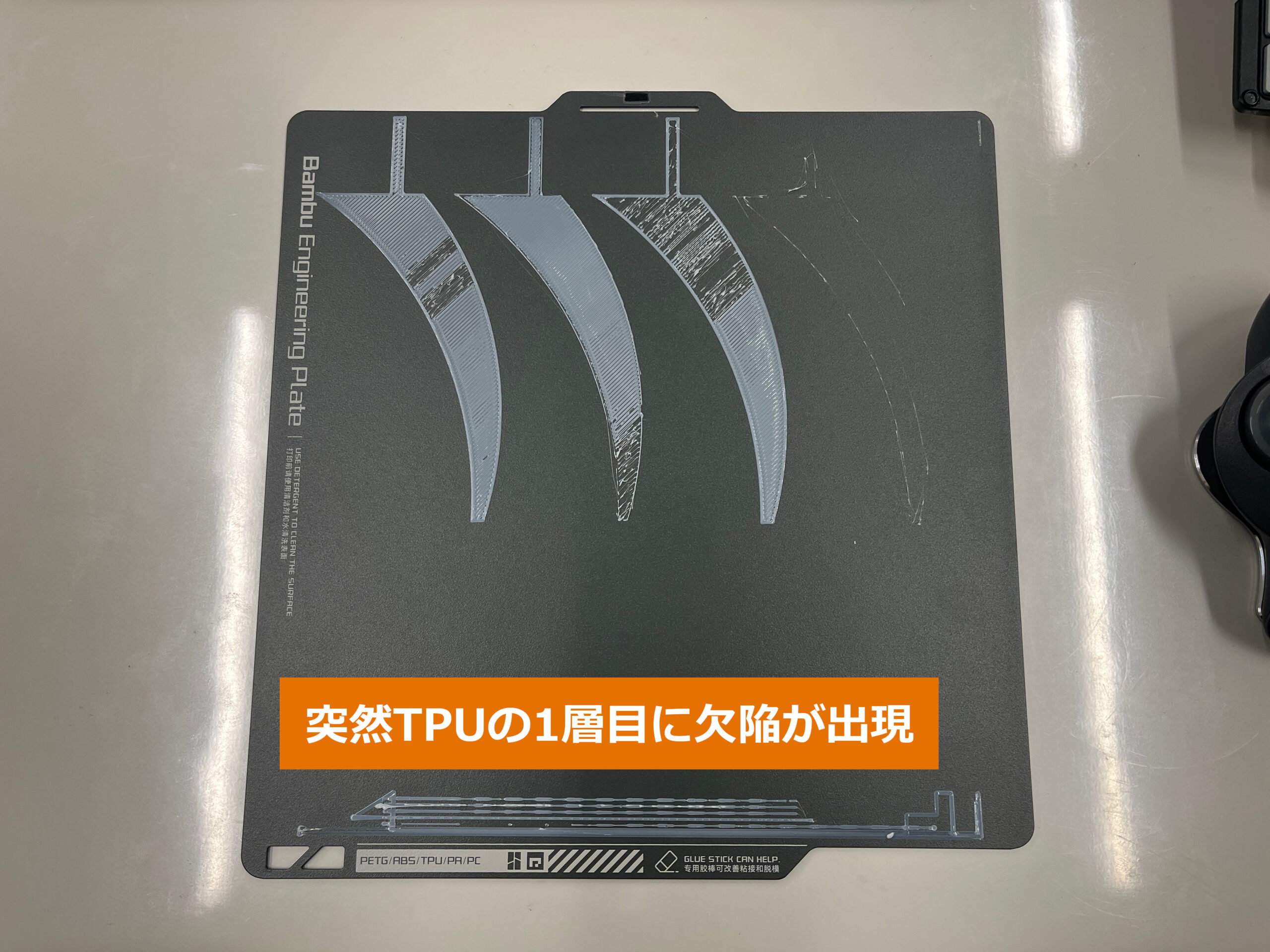
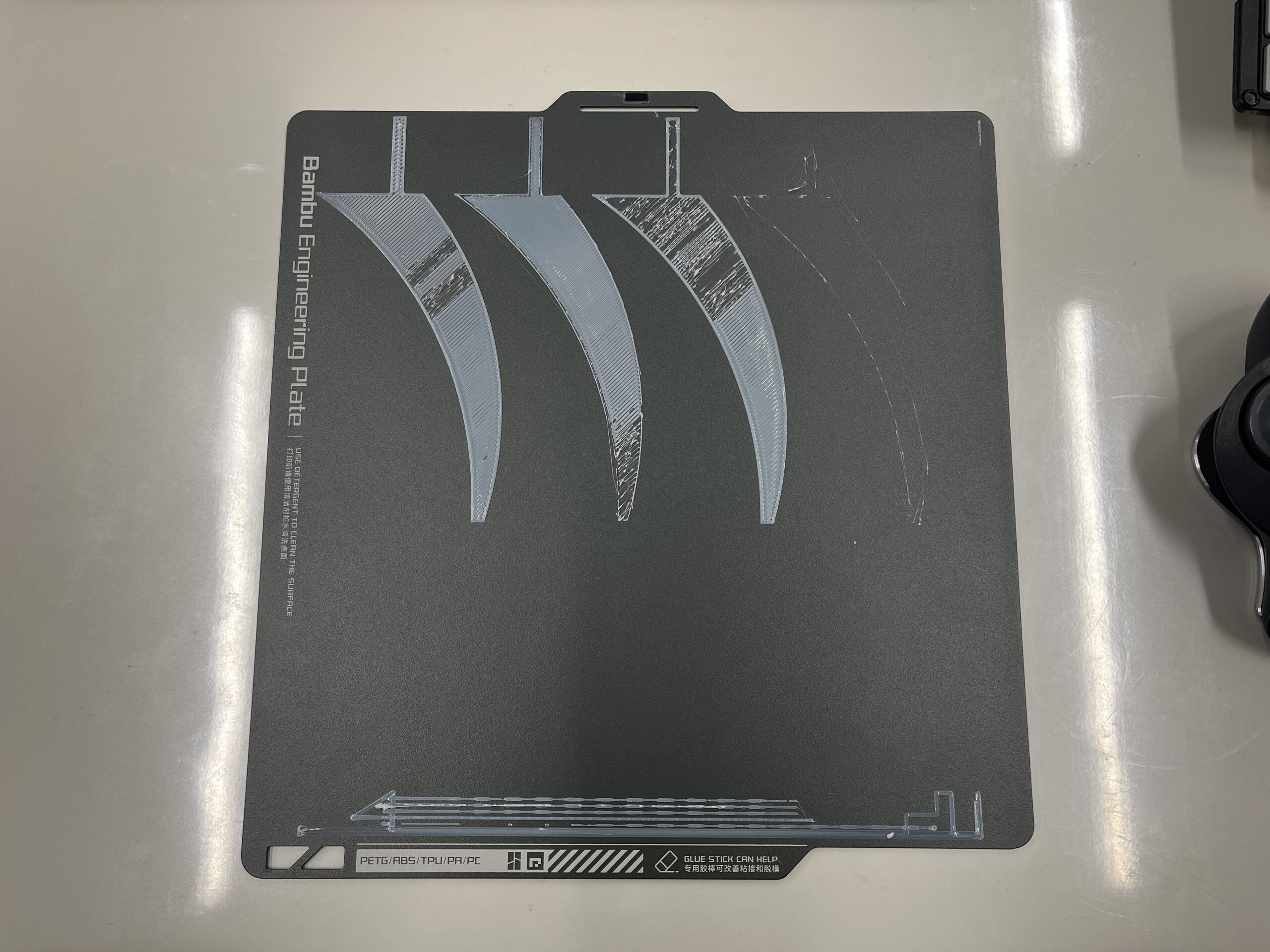
- ①突然TPUの1層目に欠陥が出現
- 今までと何か変わったところがないか確認するべきでした。今考えれば直前にAMSを使ってPLA印刷していたので、その後のフィラメント交換の際にTPUをフィラメント乾燥機に引っかけたんだと思います。3Dプリンター側に問題があると思い込んでいましたが、そもそもの原因は私でした。
- ②3Dプリンターの設定を変更して検証したところ、はじめは問題なく印刷できているのに途中からフィラメントがかすれる
- どこかでフィラメントが引っ張られて出にくくなっているのかもしれないと思うべきでした。ずっと3Dプリンターに原因があると思って検証していました。
- ③ノズル温度を下げてもTPUの1層目の欠陥はなくならない
- 温度が原因ではないと気付くべきでした。
- ④速度を下げてもTPUの1層目の欠陥はなくならない
- 速度が原因ではないのなら、問題はもっと別のところにあるのではと疑うべきでした。
何度検証しても明らかな改善が見られないときは、検証の内容が間違っていると疑うべきですね。
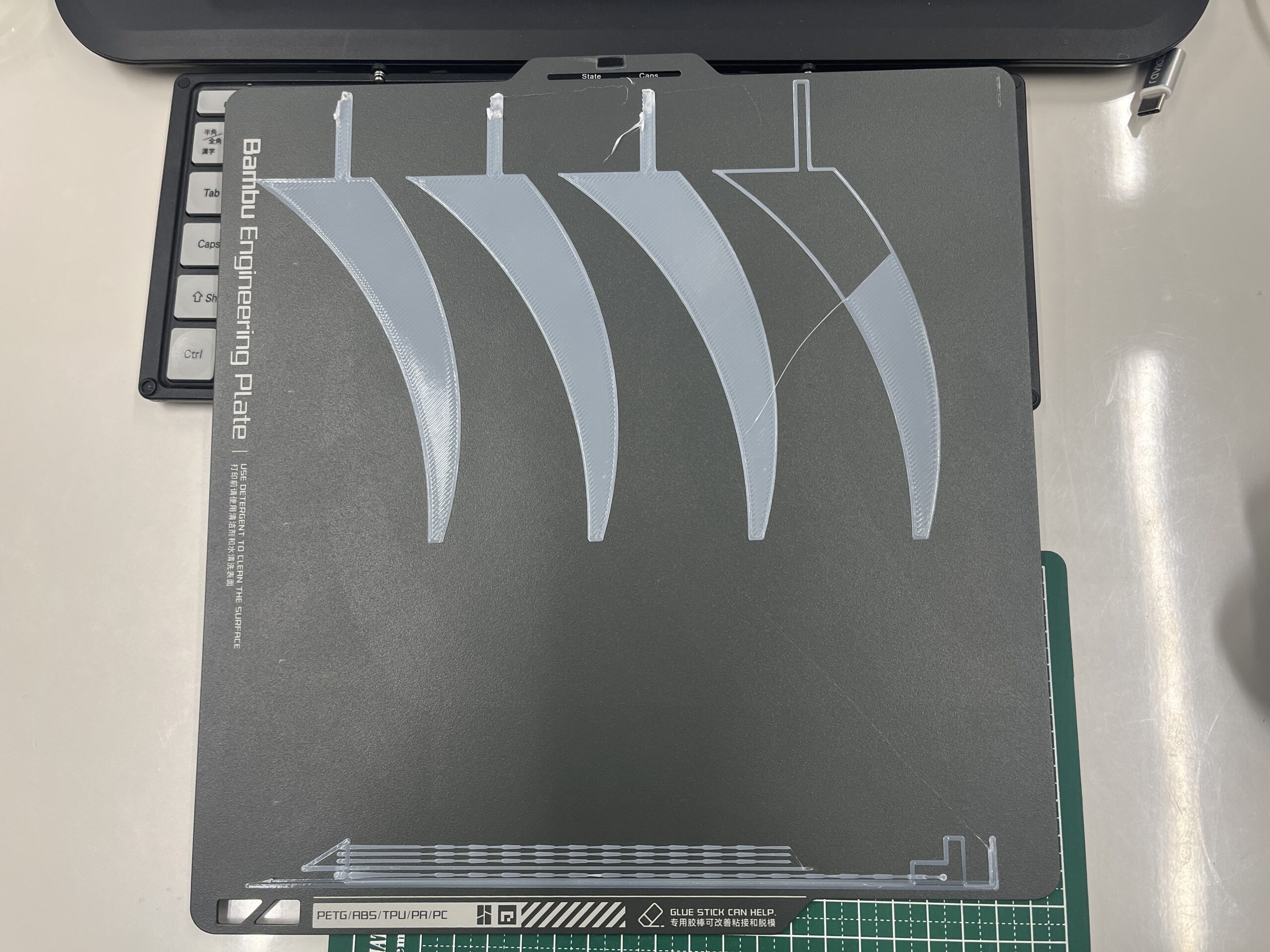
戒めの意味を込めて、私の間違った意味のない検証結果を載せておきます。
設定の変更箇所はオレンジ文字にしています。
目次
- 【検証1回目】TPUの1層目の欠陥のときのBambu Studioの設定
- 【検証2回目】TPUの1層目の欠陥のときのBambu Studioの設定
- 【検証3回目】TPUの1層目の欠陥のときのBambu Studioの設定
- 【検証4回目】TPUの1層目の欠陥のときのBambu Studioの設定
- 【検証5回目】TPUの1層目の欠陥のときのBambu Studioの設定
- 【検証6回目】TPUの1層目の欠陥のときのBambu Studioの設定
- 【検証7回目】TPUの1層目の欠陥のときのBambu Studioの設定
- 【検証8回目】TPUの1層目の欠陥のときのBambu Studioの設定
- 【検証9回目】TPUの1層目の欠陥のときのBambu Studioの設定
- 【検証10回目】TPUの1層目の欠陥のときのBambu Studioの設定
- 【検証11回目】TPUの1層目の欠陥のときのBambu Studioの設定
- 【検証12回目】TPUの1層目の欠陥のときのBambu Studioの設定
- 【検証13回目】TPUの1層目の欠陥のときのBambu Studioの設定
- 【検証14回目】TPUの1層目の欠陥のときのBambu Studioの設定
- 【検証15回目】TPUの1層目の欠陥のときのBambu Studioの設定
- 【検証16回目】TPUの1層目の欠陥のときのBambu Studioの設定
- 【検証17回目】TPUの1層目の欠陥のときのBambu Studioの設定
- 【検証18回目】TPUの1層目の欠陥のときのBambu Studioの設定
【検証1回目】TPUの1層目の欠陥のときのBambu Studioの設定
| 設定項目 | 設定内容 | ||
|---|---|---|---|
| プレート | エンジニアリングプレート | ||
| フィラメント | TPU | ||
| フィラメントメーカー | SainSmart | ||
| ノズル | 0.6 | ||
| 押出径 | 0.18 | ||
| フィラメント設定 | 推奨ノズル温度 | 最小 | 200 |
| 最大 | 235 | ||
| 造形温度 | ノズル | 1層目 | 230 |
| 他の層 | 230 | ||
| エンジニアリングプレート | 1層目 | 35 | |
| 他の層 | 30 | ||
| リトラクション | 長さ | 3 | |
| 速度 | 40 | ||
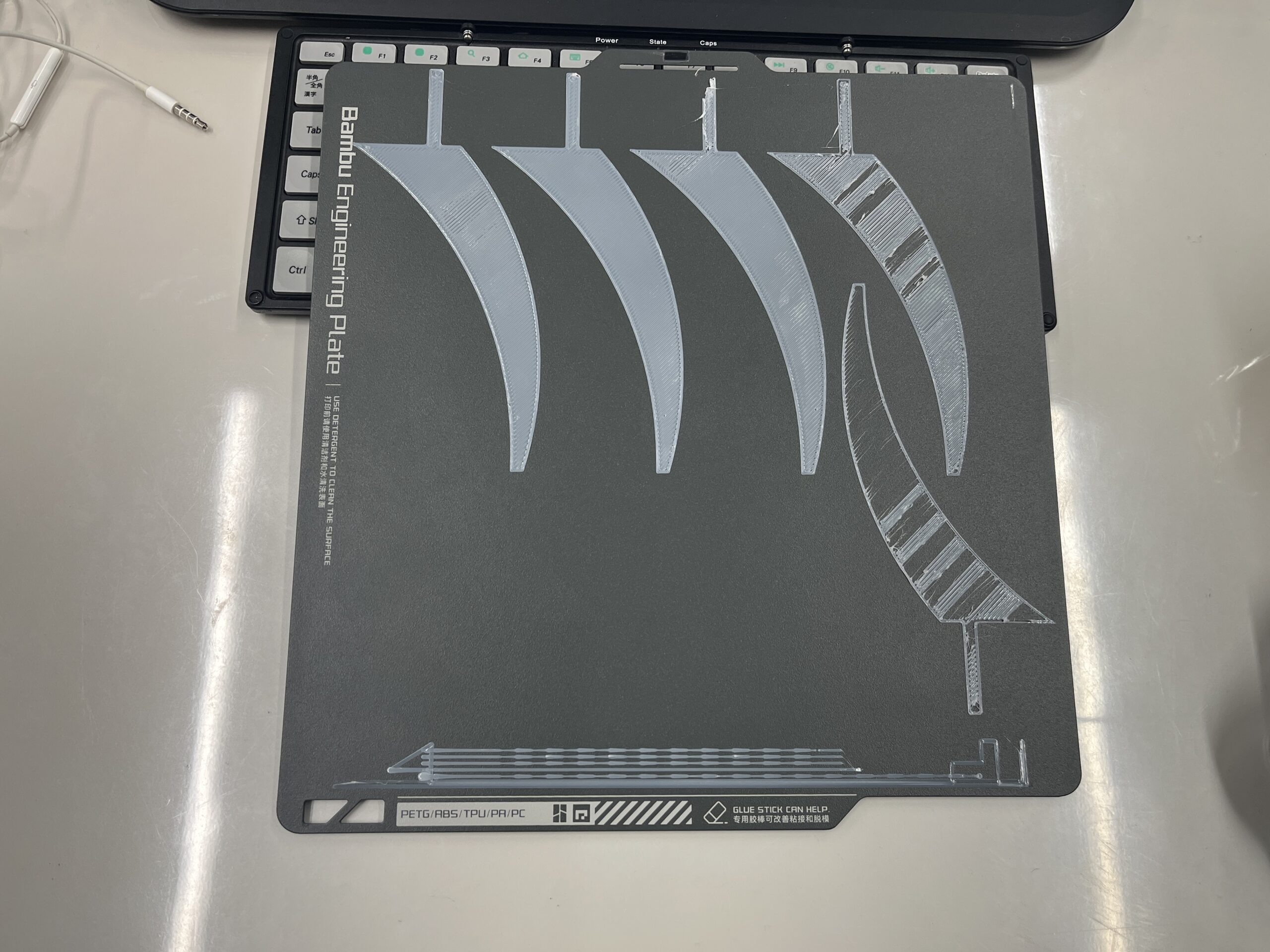
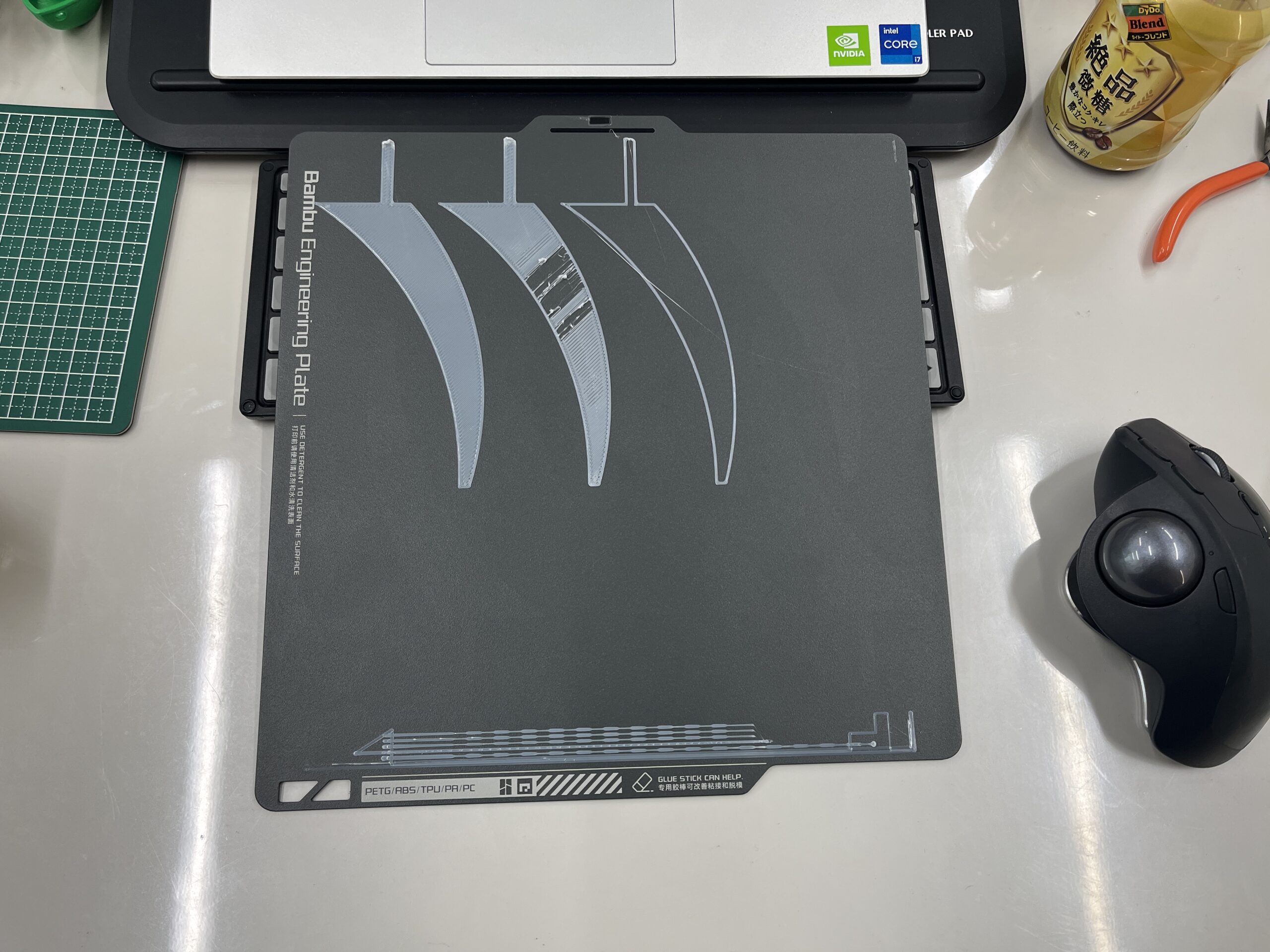
| 結果 | 1層目の欠陥 | ||
「昨日まできれいに印刷できていたのにいきなりこんな不具合が出るなんて、3Dプリンターの調子が悪くなったのかなー」なんて思ったりしていました。
今考えればそんな訳ないですね。
【検証2回目】TPUの1層目の欠陥のときのBambu Studioの設定
| 設定項目 | 設定内容 | ||
|---|---|---|---|
| プレート | エンジニアリングプレート | ||
| フィラメント | TPU | ||
| フィラメントメーカー | SainSmart | ||
| ノズル | 0.6 | ||
| 押出径 | 0.18 | ||
| フィラメント設定 | 推奨ノズル温度 | 最小 | 200 |
| 最大 | 235 | ||
| 造形温度 | ノズル | 1層目 | 235 |
| 他の層 | 235 | ||
| エンジニアリングプレート | 1層目 | 35 | |
| 他の層 | 30 | ||
| リトラクション | 長さ | 3 | |
| 速度 | 40 | ||
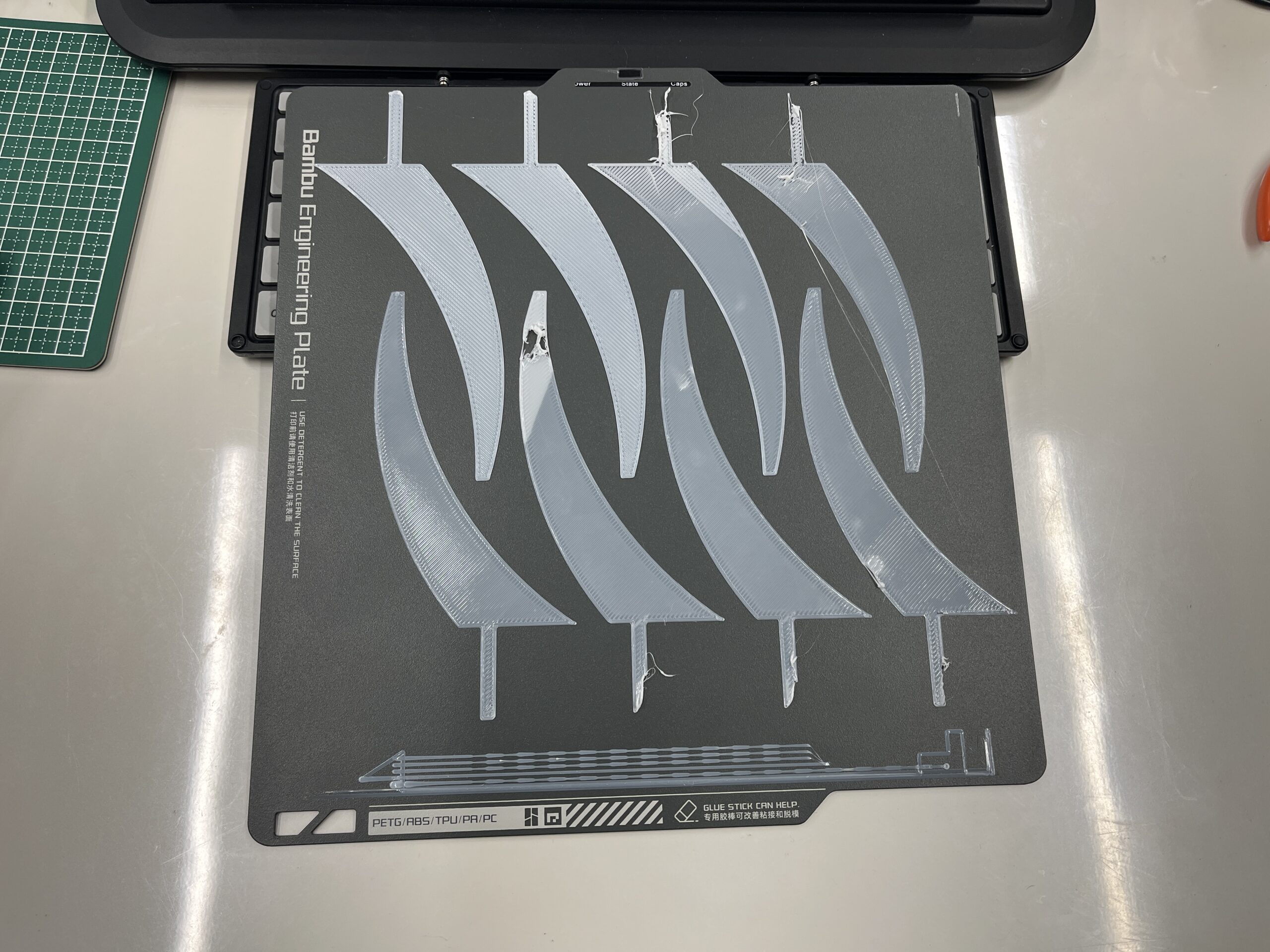
| 結果 | 1層目の欠陥 | ||
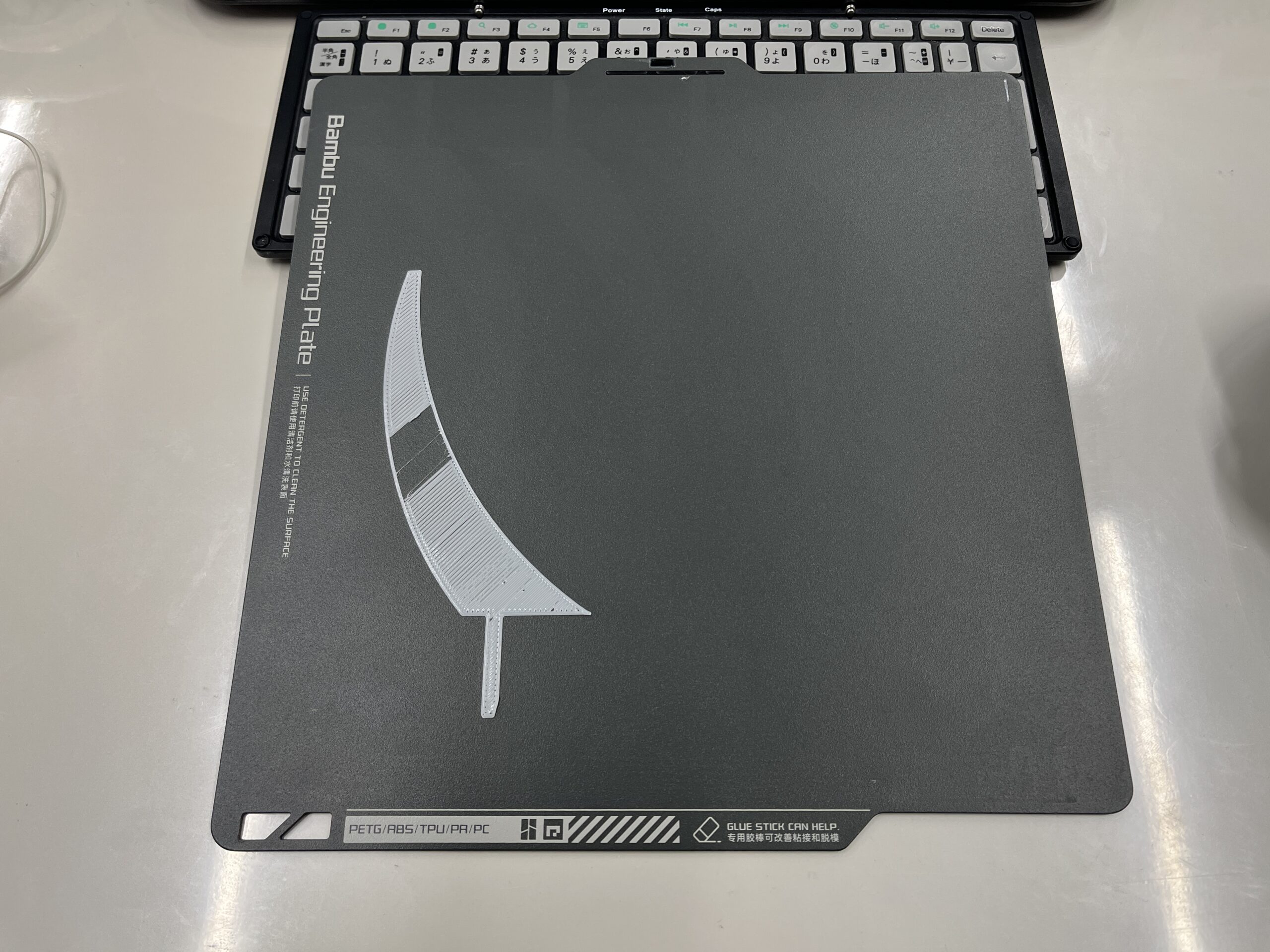
ノズル温度を少し上げてみました。
少しは良くなったように見えるけど、欠けている箇所があります。
【検証3回目】TPUの1層目の欠陥のときのBambu Studioの設定
| 設定項目 | 設定内容 | ||
|---|---|---|---|
| プレート | エンジニアリングプレート | ||
| フィラメント | TPU | ||
| フィラメントメーカー | SainSmart | ||
| ノズル | 0.6 | ||
| 押出径 | 0.18 | ||
| フィラメント設定 | 推奨ノズル温度 | 最小 | 200 |
| 最大 | 235 | ||
| 造形温度 | ノズル | 1層目 | 210 |
| 他の層 | 210 | ||
| エンジニアリングプレート | 1層目 | 35 | |
| 他の層 | 30 | ||
| リトラクション | 長さ | 3 | |
| 速度 | 40 | ||
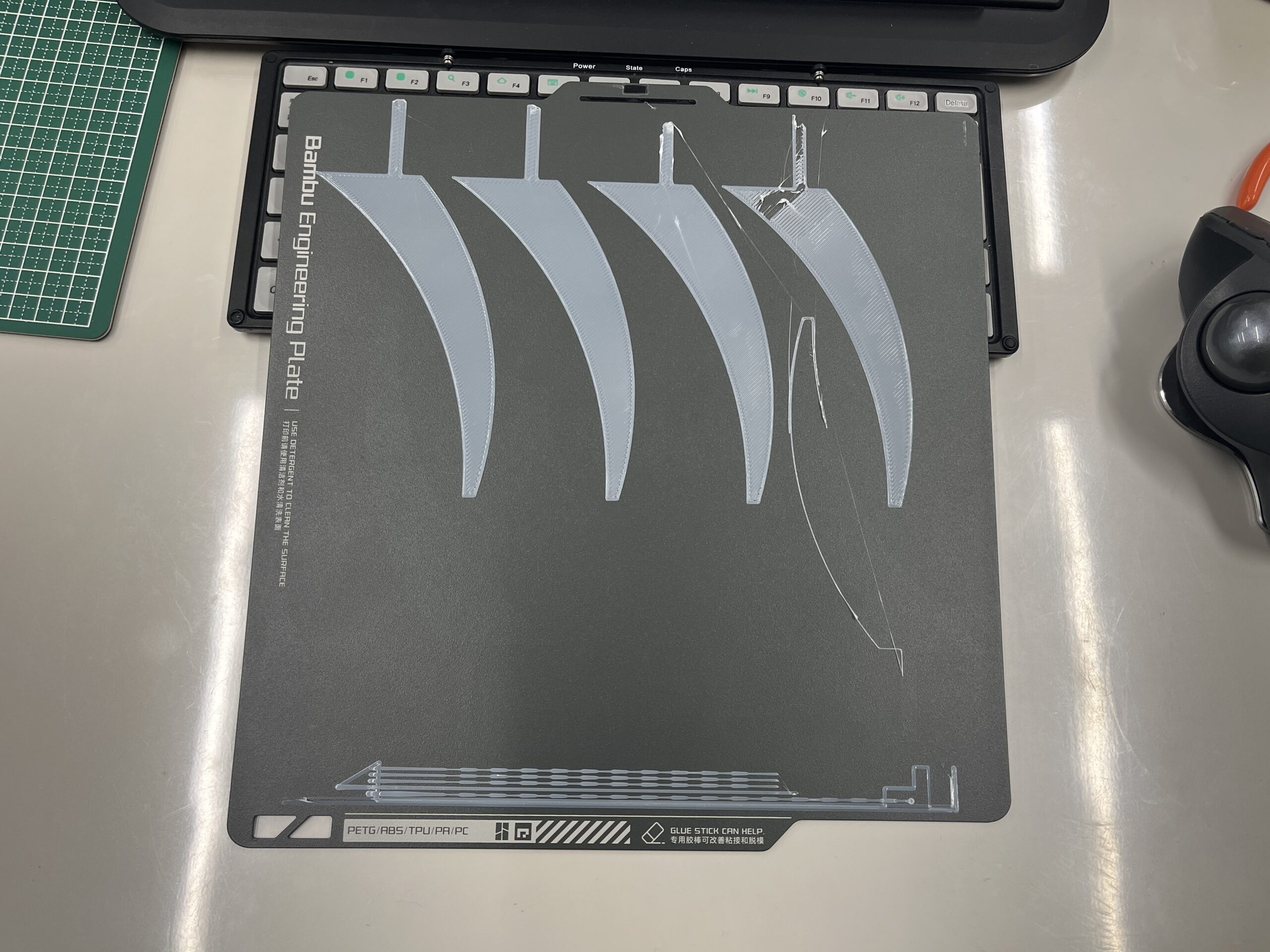
| 結果 | 1層目の欠陥 | ||
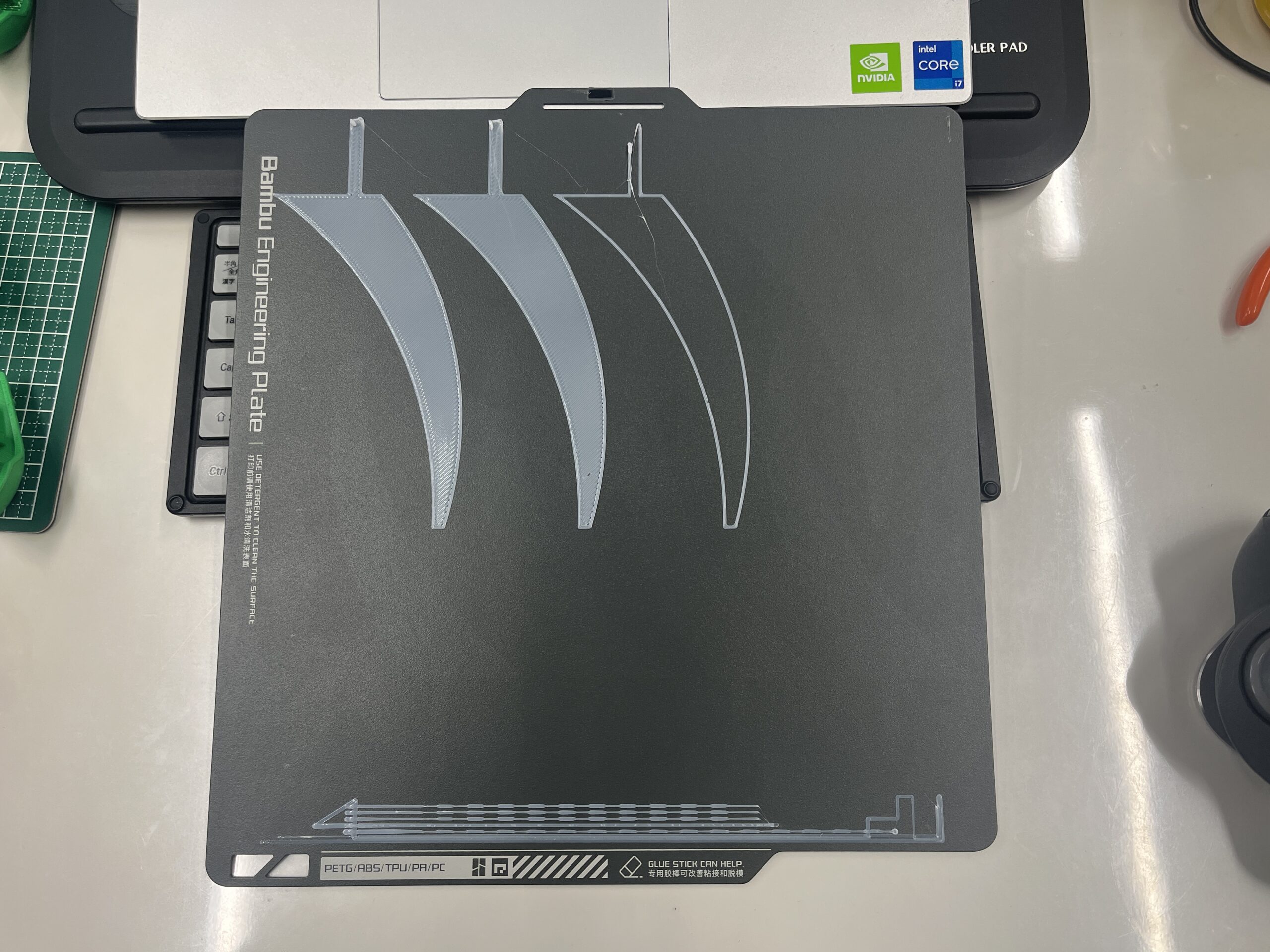
ノズル温度を下げてみました。
欠けている箇所が大きくなりました。
ノズル温度を下げすぎると詰まるのかな、と思っていました。
【検証4回目】TPUの1層目の欠陥のときのBambu Studioの設定
| 設定項目 | 設定内容 | ||
|---|---|---|---|
| プレート | エンジニアリングプレート | ||
| フィラメント | TPU | ||
| フィラメントメーカー | SainSmart | ||
| ノズル | 0.6 | ||
| 押出径 | 0.18 | ||
| フィラメント設定 | 推奨ノズル温度 | 最小 | 200 |
| 最大 | 235 | ||
| 造形温度 | ノズル | 1層目 | 200 |
| 他の層 | 200 | ||
| エンジニアリングプレート | 1層目 | 35 | |
| 他の層 | 30 | ||
| リトラクション | 長さ | 3 | |
| 速度 | 40 | ||
| 結果 | フィラメントが出ない | ||
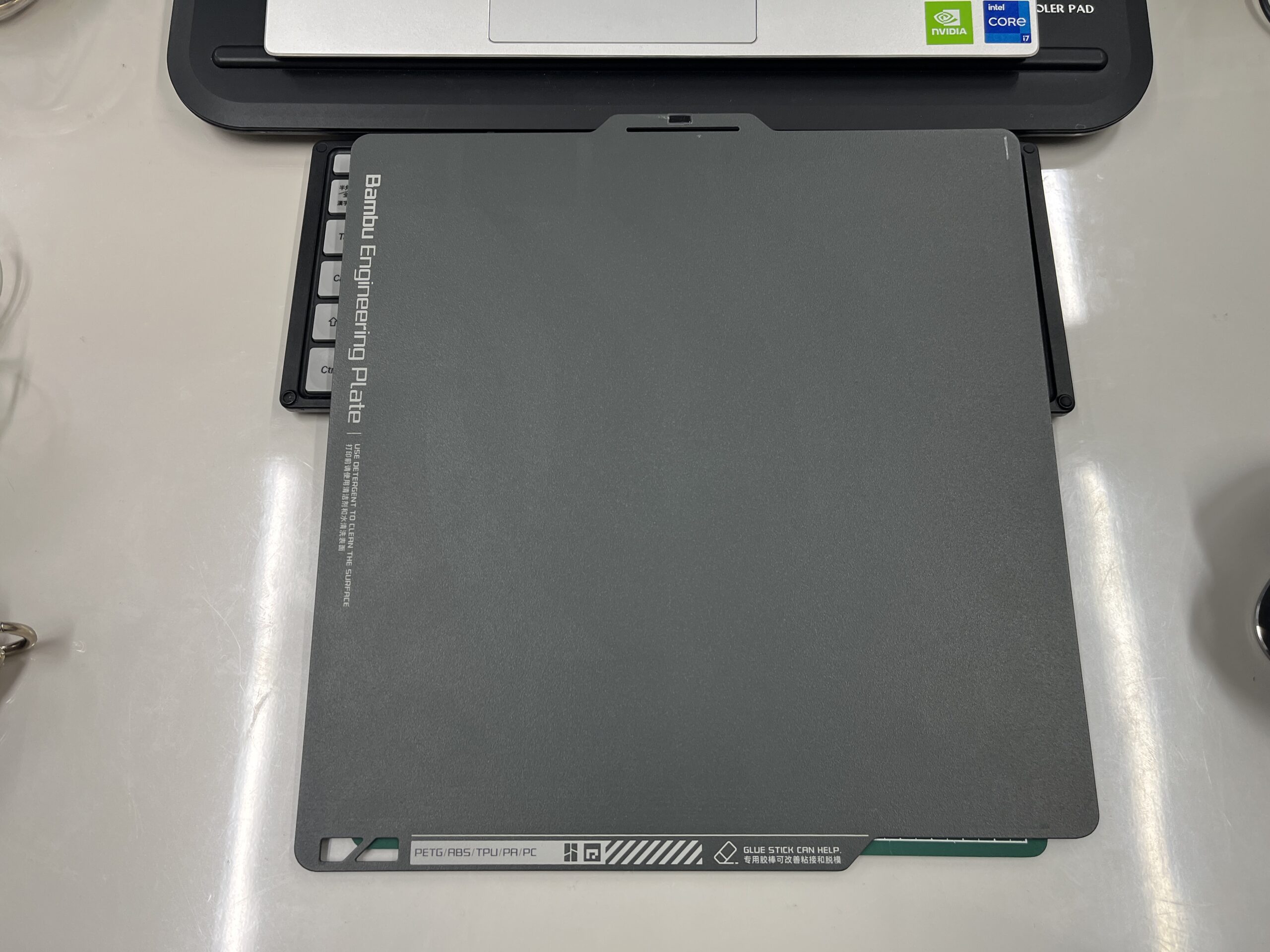
ノズル温度を200度にしてみました。
フィラメントが全く出ませんでした。
温度を下げすぎるとフィラメントが溶けないのかも、と思っていました。
【検証5回目】TPUの1層目の欠陥のときのBambu Studioの設定
| 設定項目 | 設定内容 | ||
|---|---|---|---|
| プレート | エンジニアリングプレート | ||
| フィラメント | TPU | ||
| フィラメントメーカー | SainSmart | ||
| ノズル | 0.6 | ||
| 押出径 | 0.18 | ||
| フィラメント設定 | 推奨ノズル温度 | 最小 | 200 |
| 最大 | 235 | ||
| 造形温度 | ノズル | 1層目 | 220 |
| 他の層 | 220 | ||
| エンジニアリングプレート | 1層目 | 40 | |
| 他の層 | 40 | ||
| リトラクション | 長さ | なし | |
| 速度 | なし | ||
| 結果 | 1層目の欠陥 | ||
ノズル温度とプレート温度を上げてリトラクションをなしにしました。
改善されているようには見えません。
【検証6回目】TPUの1層目の欠陥のときのBambu Studioの設定
| 設定項目 | 設定内容 | ||
|---|---|---|---|
| プレート | エンジニアリングプレート | ||
| フィラメント | TPU | ||
| フィラメントメーカー | SainSmart | ||
| ノズル | 0.6 | ||
| 押出径 | 0.18 | ||
| フィラメント設定 | 推奨ノズル温度 | 最小 | 200 |
| 最大 | 235 | ||
| 造形温度 | ノズル | 1層目 | 215 |
| 他の層 | 215 | ||
| エンジニアリングプレート | 1層目 | 35 | |
| 他の層 | 30 | ||
| リトラクション | 長さ | なし | |
| 速度 | なし | ||
| 結果 | 1層目の欠陥 | ||
ノズル温度を少し下げてプレート温度を元に戻しました。
はじめは順調なのですが、途中からフィラメントがノズルに詰まって出なくなります。
【検証7回目】TPUの1層目の欠陥のときのBambu Studioの設定
| 設定項目 | 設定内容 | ||
|---|---|---|---|
| プレート | エンジニアリングプレート | ||
| フィラメント | TPU | ||
| フィラメントメーカー | SainSmart | ||
| ノズル | 0.6 | ||
| 押出径 | 0.18 | ||
| フィラメント設定 | 推奨ノズル温度 | 最小 | 200 |
| 最大 | 235 | ||
| 造形温度 | ノズル | 1層目 | 205 |
| 他の層 | 205 | ||
| エンジニアリングプレート | 1層目 | 35 | |
| 他の層 | 30 | ||
| リトラクション | 長さ | なし | |
| 速度 | なし | ||
| 結果 | 1層目の欠陥 | ||
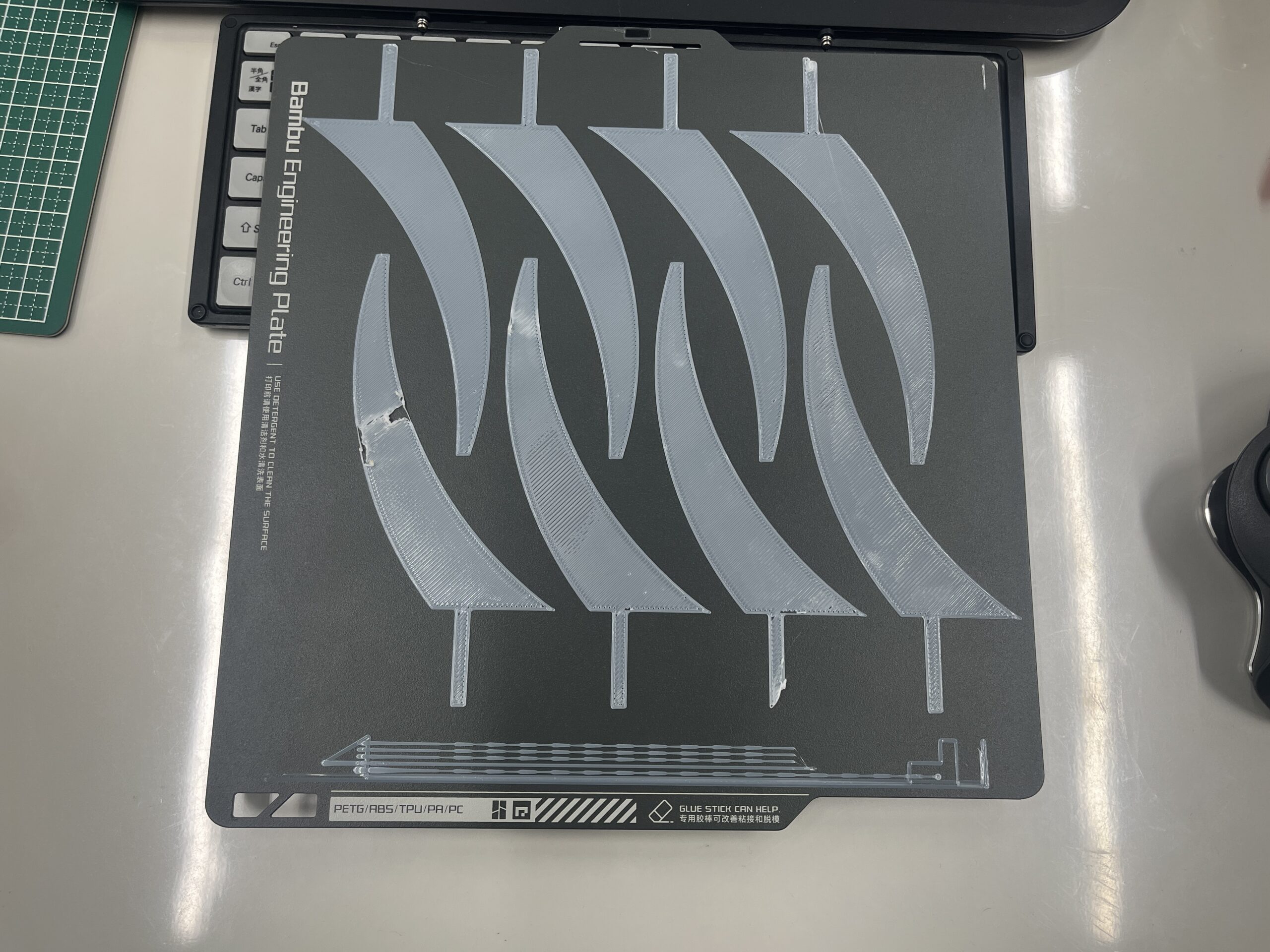
ノズル温度を少し下げました。
割とよくなってきているように見えます。
【検証8回目】TPUの1層目の欠陥のときのBambu Studioの設定
| 設定項目 | 設定内容 | ||
|---|---|---|---|
| プレート | エンジニアリングプレート | ||
| フィラメント | TPU | ||
| フィラメントメーカー | SainSmart | ||
| ノズル | 0.6 | ||
| 押出径 | 0.18 | ||
| フィラメント設定 | 推奨ノズル温度 | 最小 | 190 |
| 最大 | 235 | ||
| 造形温度 | ノズル | 1層目 | 200 |
| 他の層 | 200 | ||
| エンジニアリングプレート | 1層目 | 35 | |
| 他の層 | 30 | ||
| リトラクション | 長さ | なし | |
| 速度 | なし | ||
| 結果 | 1層目の欠陥 | ||
推奨ノズル温度の最小を190度にしてノズル温度を200度にしました。
4回目の時にノズル温度を200度にした時はフィラメントが出ませんでしたが、今回は少しはマシになっています。
推奨ノズル温度の最小値を少し落としたからでしょうか。
よくわかりません。
【検証9回目】TPUの1層目の欠陥のときのBambu Studioの設定
| 設定項目 | 設定内容 | ||
|---|---|---|---|
| プレート | エンジニアリングプレート | ||
| フィラメント | TPU | ||
| フィラメントメーカー | SainSmart | ||
| ノズル | 0.6 | ||
| 押出径 | 0.18 | ||
| フィラメント設定 | 推奨ノズル温度 | 最小 | 190 |
| 最大 | 235 | ||
| 造形温度 | ノズル | 1層目 | 200 |
| 他の層 | 200 | ||
| エンジニアリングプレート | 1層目 | 35 | |
| 他の層 | 30 | ||
| リトラクション | 長さ | 3 | |
| 速度 | 40 | ||
| 結果 | 1層目の欠陥 | ||
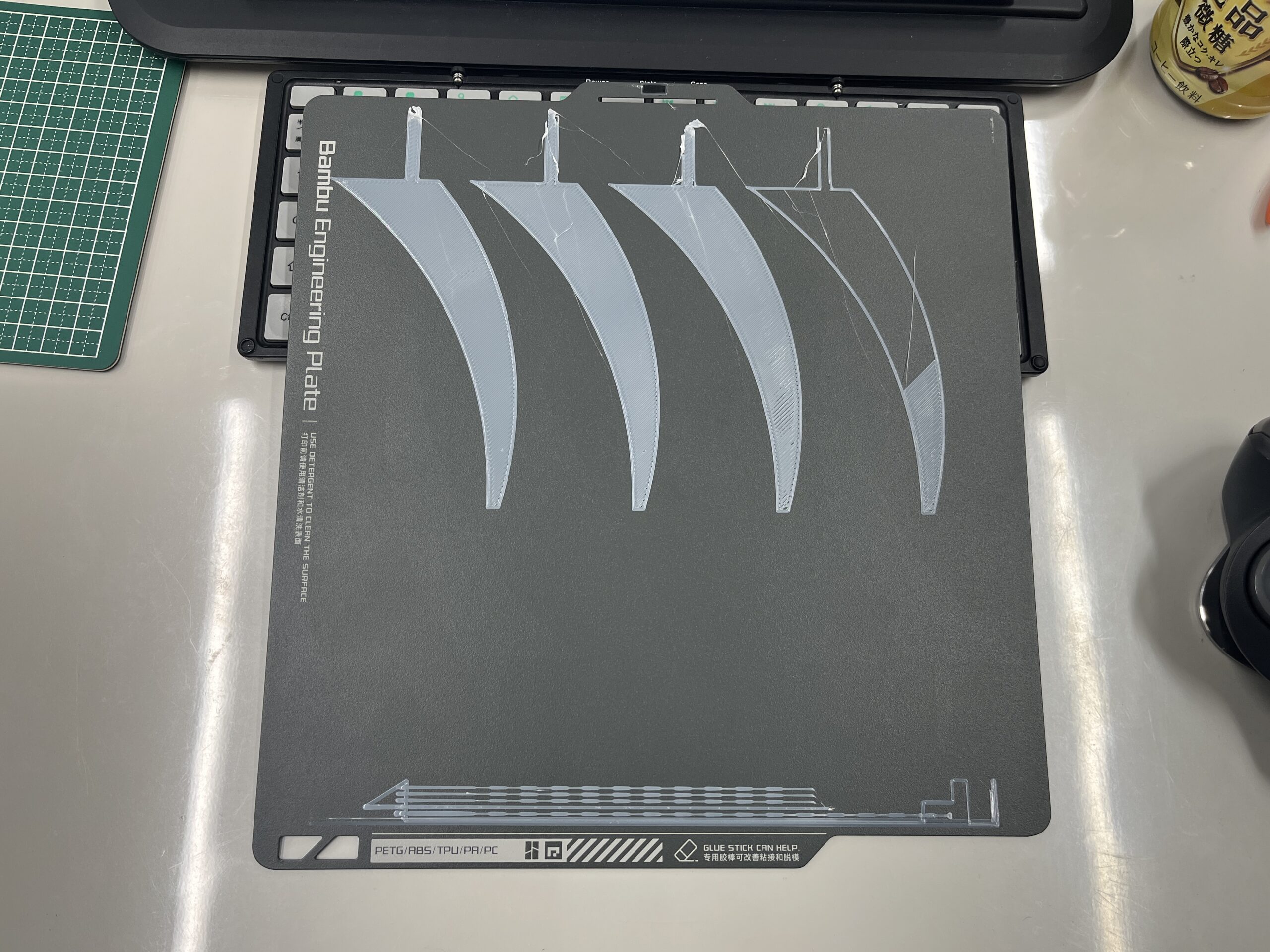
リトラクションの長さと速度を元に戻しました。
縁取りの開始位置で1層目が剥がれているのが気になります。
【検証10回目】TPUの1層目の欠陥のときのBambu Studioの設定
| 設定項目 | 設定内容 | ||
|---|---|---|---|
| プレート | エンジニアリングプレート | ||
| フィラメント | TPU | ||
| フィラメントメーカー | SainSmart | ||
| ノズル | 0.6 | ||
| 押出径 | 0.18 | ||
| フィラメント設定 | 推奨ノズル温度 | 最小 | 190 |
| 最大 | 235 | ||
| 造形温度 | ノズル | 1層目 | 195 |
| 他の層 | 195 | ||
| エンジニアリングプレート | 1層目 | 35 | |
| 他の層 | 30 | ||
| リトラクション | 長さ | なし | |
| 速度 | なし | ||
| 結果 | 1層目の欠陥 | ||
ノズル温度を少し下げてリトラクションをなしにしました。
悪化したように見えます。
【検証11回目】TPUの1層目の欠陥のときのBambu Studioの設定
| 設定項目 | 設定内容 | ||
|---|---|---|---|
| プレート | エンジニアリングプレート | ||
| フィラメント | TPU | ||
| フィラメントメーカー | SainSmart | ||
| ノズル | 0.6 | ||
| 押出径 | 0.18 | ||
| フィラメント設定 | 推奨ノズル温度 | 最小 | 190 |
| 最大 | 235 | ||
| 造形温度 | ノズル | 1層目 | 205 |
| 他の層 | 205 | ||
| エンジニアリングプレート | 1層目 | 35 | |
| 他の層 | 30 | ||
| リトラクション | 長さ | 2 | |
| 速度 | 40 | ||
| 結果 | 1層目の欠陥 | ||
ノズル温度を少し上げてリトラクション長さを2mm、速度を40mm/sにしました。
ノズル温度は205度あたりが良さそうに思えてきました。
【検証12回目】TPUの1層目の欠陥のときのBambu Studioの設定
| 設定項目 | 設定内容 | ||
|---|---|---|---|
| プレート | エンジニアリングプレート | ||
| フィラメント | TPU | ||
| フィラメントメーカー | SainSmart | ||
| ノズル | 0.6 | ||
| 押出径 | 0.18 | ||
| フィラメント設定 | 推奨ノズル温度 | 最小 | 190 |
| 最大 | 235 | ||
| 造形温度 | ノズル | 1層目 | 207 |
| 他の層 | 207 | ||
| エンジニアリングプレート | 1層目 | 35 | |
| 他の層 | 30 | ||
| リトラクション | 長さ | 2 | |
| 速度 | 40 | ||
| 結果 | 1層目の欠陥 | ||
ノズル温度を少し上げました。
改善しているとは言えません。
【検証13回目】TPUの1層目の欠陥のときのBambu Studioの設定
| 設定項目 | 設定内容 | ||
|---|---|---|---|
| プレート | エンジニアリングプレート | ||
| フィラメント | TPU | ||
| フィラメントメーカー | SainSmart | ||
| ノズル | 0.6 | ||
| 押出径 | 0.18 | ||
| フィラメント設定 | 推奨ノズル温度 | 最小 | 190 |
| 最大 | 235 | ||
| 造形温度 | ノズル | 1層目 | 203 |
| 他の層 | 203 | ||
| エンジニアリングプレート | 1層目 | 35 | |
| 他の層 | 30 | ||
| リトラクション | 長さ | 3 | |
| 速度 | 40 | ||
| 結果 | 1層目の欠陥 | ||
ノズル温度を少し下げてリトラクション長さを3mmに変更しました。
少し良くなったような気がしますが、7回目のノズル温度205度の時が一番マシだったように思えます。
【検証14回目】TPUの1層目の欠陥のときのBambu Studioの設定
| 設定項目 | 設定内容 | ||
|---|---|---|---|
| プレート | エンジニアリングプレート | ||
| フィラメント | TPU | ||
| フィラメントメーカー | SainSmart | ||
| ノズル | 0.6 | ||
| 押出径 | 0.18 | ||
| フィラメント設定 | 推奨ノズル温度 | 最小 | 190 |
| 最大 | 235 | ||
| 造形温度 | ノズル | 1層目 | 205 |
| 他の層 | 205 | ||
| エンジニアリングプレート | 1層目 | 35 | |
| 他の層 | 30 | ||
| リトラクション | 長さ | 3 | |
| 速度 | 40 | ||
| 拭き上げ | あり | ||
| 拭き上げ距離 | 5 | ||
| 拭き上げ前のリトラクション量 | 100 | ||
| 結果 | 1層目の欠陥 | ||
ノズル温度を205度にしてリトラクションの拭き上げ設定を追加しました。
効果が出ているようには見えません。
【検証15回目】TPUの1層目の欠陥のときのBambu Studioの設定
| 設定項目 | 設定内容 | ||
|---|---|---|---|
| プレート | エンジニアリングプレート | ||
| フィラメント | TPU | ||
| フィラメントメーカー | SainSmart | ||
| ノズル | 0.6 | ||
| 押出径 | 0.18 | ||
| フィラメント設定 | 推奨ノズル温度 | 最小 | 190 |
| 最大 | 235 | ||
| 造形温度 | ノズル | 1層目 | 205 |
| 他の層 | 205 | ||
| エンジニアリングプレート | 1層目 | 35 | |
| 他の層 | 30 | ||
| リトラクション | 長さ | 3 | |
| 速度 | 40 | ||
| 拭き上げ | なし | ||
| 速度 | 1層目インフィル | 25 | |
| 結果 | 1層目の欠陥 | ||
リトラクションの拭き上げ設定をやめて1層目インフィルの速度を25mm/sにしました。
効果なしです。
【検証16回目】TPUの1層目の欠陥のときのBambu Studioの設定
| 設定項目 | 設定内容 | ||
|---|---|---|---|
| プレート | エンジニアリングプレート | ||
| フィラメント | TPU | ||
| フィラメントメーカー | SainSmart | ||
| ノズル | 0.6 | ||
| 押出径 | 0.18 | ||
| フィラメント設定 | 推奨ノズル温度 | 最小 | 190 |
| 最大 | 235 | ||
| 造形温度 | ノズル | 1層目 | 205 |
| 他の層 | 205 | ||
| エンジニアリングプレート | 1層目 | 35 | |
| 他の層 | 30 | ||
| リトラクション | 長さ | なし | |
| 速度 | なし | ||
| 拭き上げ | なし | ||
| 速度 | 1層目インフィル | 55 | |
| 上蓋 | 開放 | ||
| 結果 | 1層目の欠陥 | ||

リトラクションをなしにして速度を元に戻して上の蓋を開けて内部温度が上がりすぎないようにしました。
効果はなさそうです。
【検証17回目】TPUの1層目の欠陥のときのBambu Studioの設定
| 設定項目 | 設定内容 | ||
|---|---|---|---|
| プレート | エンジニアリングプレート | ||
| フィラメント | TPU | ||
| フィラメントメーカー | SainSmart | ||
| ノズル | 0.6 | ||
| 押出径 | 0.18 | ||
| フィラメント設定 | 推奨ノズル温度 | 最小 | 190 |
| 最大 | 235 | ||
| 造形温度 | ノズル | 1層目 | 205 |
| 他の層 | 205 | ||
| エンジニアリングプレート | 1層目 | 35 | |
| 他の層 | 30 | ||
| リトラクション | 長さ | なし | |
| 速度 | なし | ||
| 拭き上げ | なし | ||
| 速度 | 1層目 | 5 | |
| 1層目インフィル | 55 | ||
| 1層目加速度 | 5 | ||
| 上蓋 | 閉鎖 | ||
| 結果 | 1層目の欠陥 | ||
1層目と1層目加速度の速度を5mm/sにして上蓋を閉じました。
効果は見られません。
【検証18回目】TPUの1層目の欠陥のときのBambu Studioの設定
| 設定項目 | 設定内容 | ||
|---|---|---|---|
| プレート | エンジニアリングプレート | ||
| フィラメント | TPU | ||
| フィラメントメーカー | SainSmart | ||
| ノズル | 0.6 | ||
| 押出径 | 0.18 | ||
| フィラメント設定 | 推奨ノズル温度 | 最小 | 190 |
| 最大 | 235 | ||
| 造形温度 | ノズル | 1層目 | 205 |
| 他の層 | 205 | ||
| エンジニアリングプレート | 1層目 | 35 | |
| 他の層 | 30 | ||
| リトラクション | 長さ | 2 | |
| 速度 | 40 | ||
| 拭き上げ | なし | ||
| 速度 | 1層目 | 35 | |
| 1層目インフィル | 55 | ||
| 1層目加速度 | 500 | ||
| 上蓋 | 閉鎖 | ||
| 結果 | 1層目の欠陥 | ||
リトラクションをありにして速度を元に戻しました。
設定を変えても改善しているように思えません。
そしてノズル詰まりが起きたのでTPUフィラメントをエクストルーダーから引き抜こうとしたところ、なかなか抜けないのでフィラメント乾燥機を開けて作業をしていたらついに発見しました。
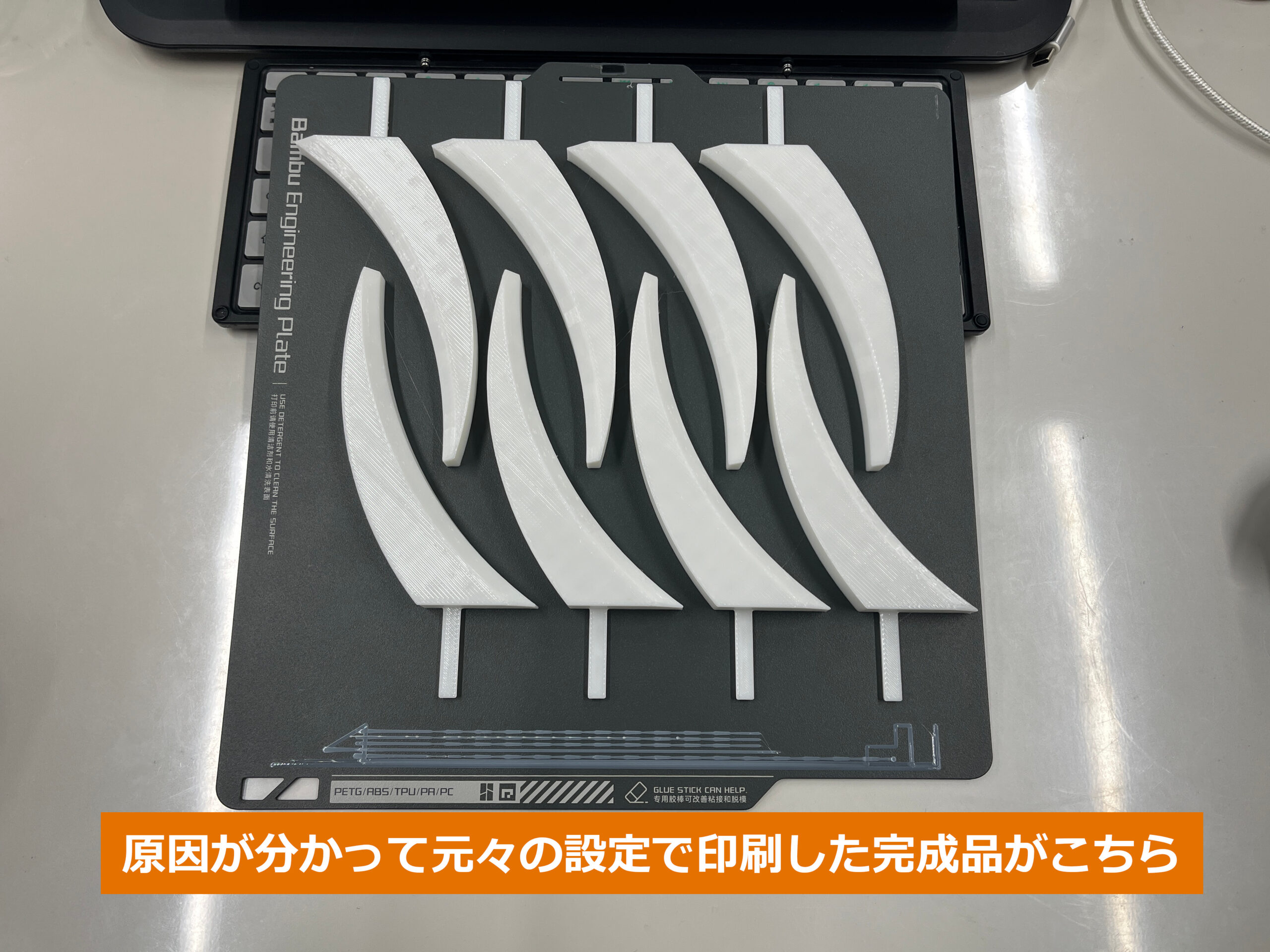
フィラメント乾燥機の部品にTPUが引っ掛かっているではありませんか。
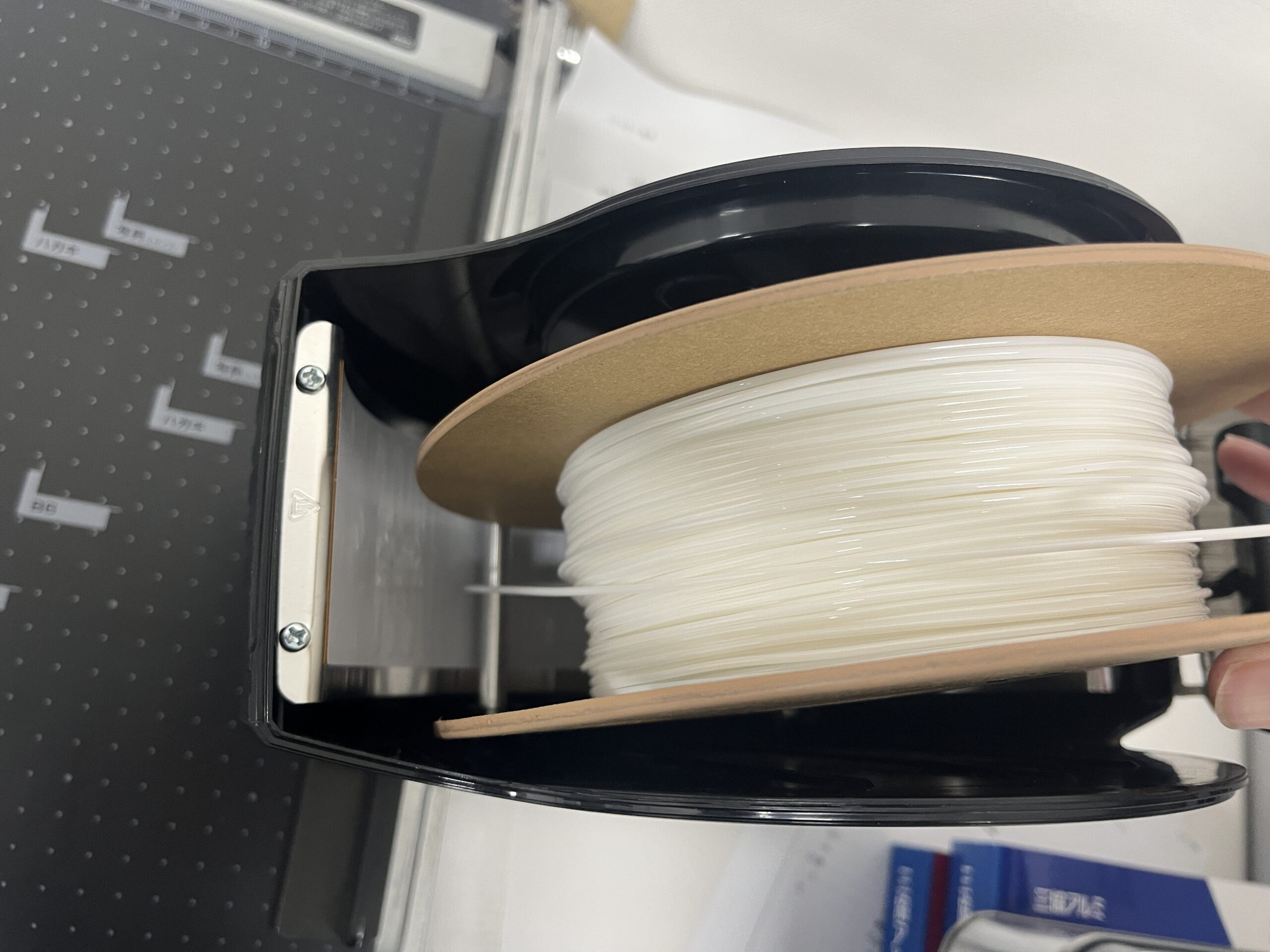
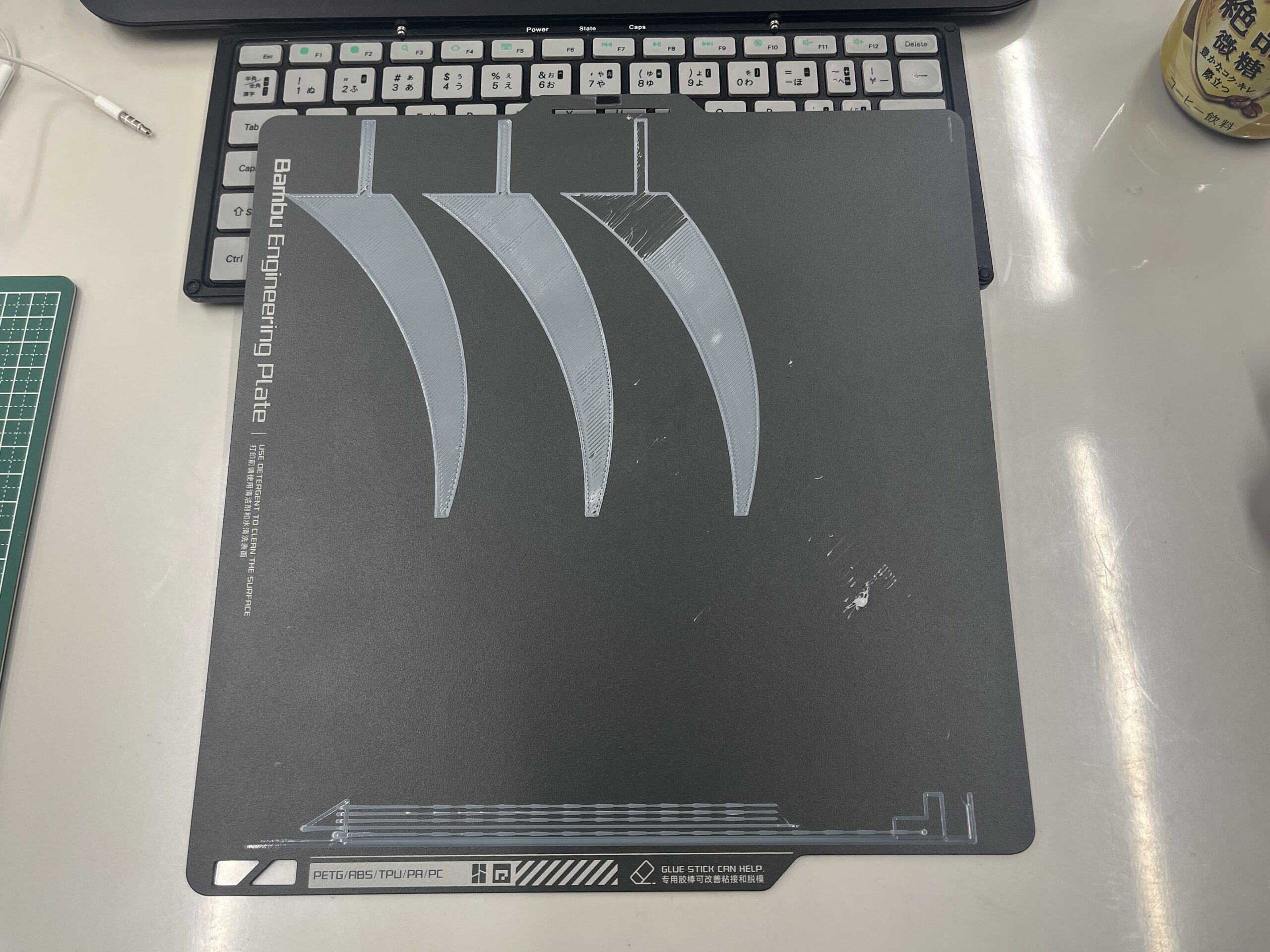
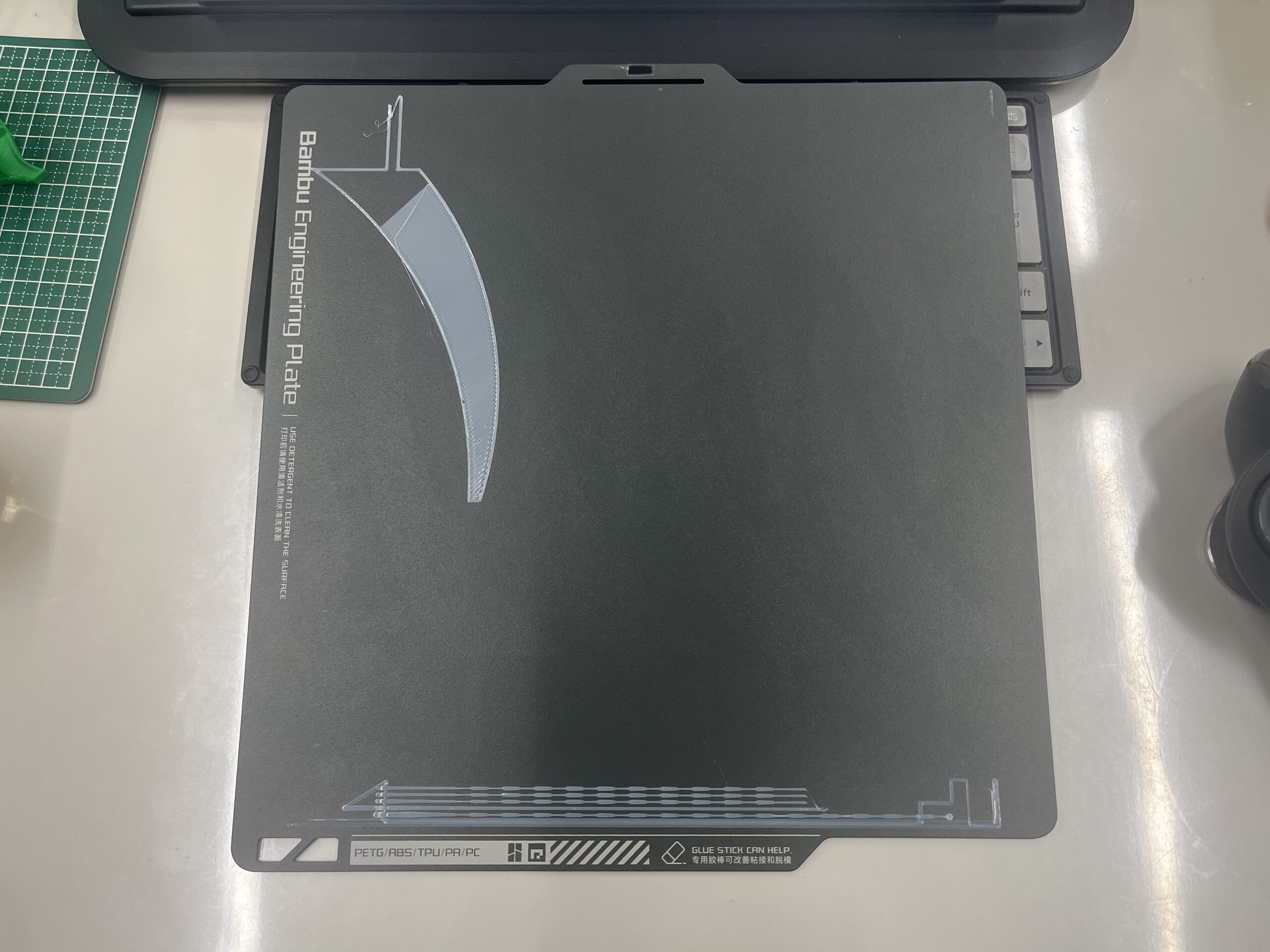
もしかしてこれが原因だったのかもと思い、TPUフィラメントが部品に干渉しないように元に戻して元々の設定で印刷したところ、きれいに印刷ができました。
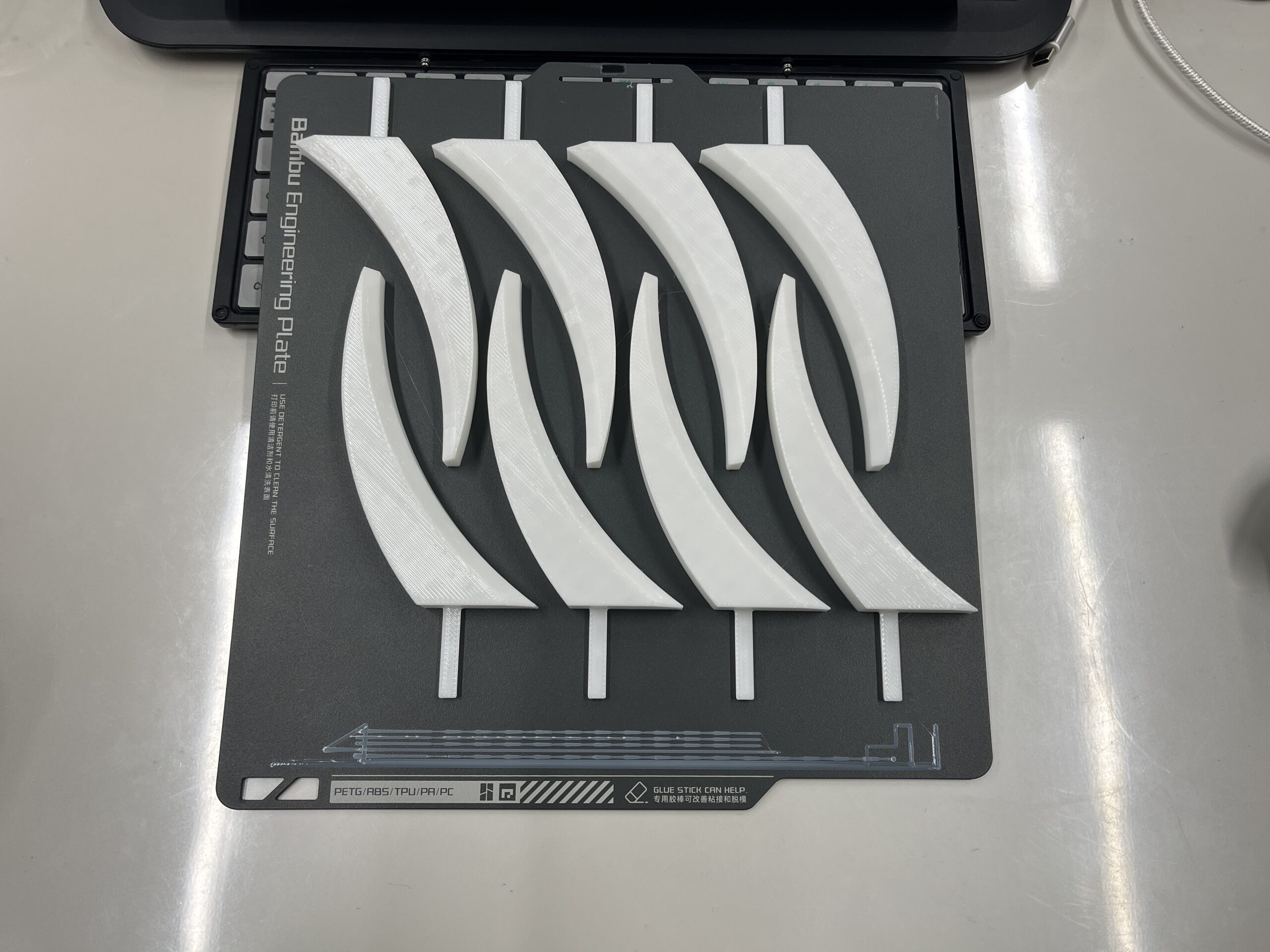
TPUの糸引きなしできれいな造形になるBambu Studioの設定
| 設定項目 | 設定内容 | ||
|---|---|---|---|
| プレート | エンジニアリングプレート | ||
| フィラメント | TPU | ||
| フィラメントメーカー | SainSmart | ||
| ノズル | 0.6 | ||
| 押出径 | 0.18 | ||
| フィラメント設定 | 推奨ノズル温度 | 最小 | 200 |
| 最大 | 235 | ||
| 造形温度 | ノズル | 1層目 | 230 |
| 他の層 | 230 | ||
| エンジニアリングプレート | 1層目 | 35 | |
| 他の層 | 30 | ||
| リトラクション | 長さ | 3 | |
| 速度 | 40 | ||
| 拭き上げ | なし | ||
この設定で糸引きが出た事もありますが、ノズル温度を210度ぐらいまで下げると改善されました。
はい、という事で今まで問題なく印刷できていたのに突然TPUの1層目に欠陥が現れた場合は、その直前に何か変えたところはないか思い出してみましょう。
私の場合はTPU印刷の前にAMSでPLAを印刷しており、TPUへの変更作業の際にフィラメント乾燥機の部品の下にTPUフィラメントを誤って通していて、そこに引っ掛かってスムーズにノズルに引き込まれていなかったのが不具合の原因でした。
以上「【突然TPUの1層目に欠陥が出現】原因はフィラメントの引っ掛かりだった」でした。